Page 1 :
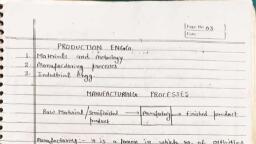
5.1, , INTRODUCTION, , UPTU: 2004-05], , Rolling is the process of reducing the thickness or changing the cross-section of a, long workpiece, by compressive forces applied through a set of rolls. One effect of the hot, working rolling operation, is the grain refinement brought about by recrystallization, which is shown in Fig. 5.1., Coarse grain, structure is broken up and elongated by the rolling action. Because of the, high, recrystallization stats immediately and small grains begin to form. These grains grow temperature,, rapidly until, , recrystallization is complete. Growth continues at high temperatures, if further work is not carried, on, until the low temperature of the recrystalline, range is reached., , Elongated grain, , B, Origina, , coarse grain, structure, , B, Recrystallization, , taking place, , Fig. 5.1. Hot-rolling process, showing the deformation and, , recrystallization of the metal being rolled.
Page 2 :
4, , Manufacturing Science, 5.1.1, , Principle, , of, , Rolling, , InFig. 5.1, AB and A'B' are the contact arcs on the rolls. The, wedging action on the work is overcome, by the frictional forces that act on these arcs and draw the metal, through the rolls. In the, rolling, stock enters the rolls with a speed less than the peripheral roll speed. The metal process of, emerges from, the rolls travelling at a higher speed than it enters. At a point midway between A and B, metal, speed is, the same as the roll peripheral speed. Most deformation takes, in thickness,, place, although there is, some increase in width. Temperature uniformity is, in all rolling operations. Since it, important, controls, metal flow and plasticity, In rolling. the quantity of metal going into a roll and out of it is the, same, but the area and, velocity, are changed, , AV4,V, A, , of, , where, , Quantity of metal going into roll, , 9Quantity of metal leaving the roll, A,, , Area of an element in front of roll,, , A, , Area of an element after roll, m2, , V-Velocity in element before the roll, m/s, V Velocity in element after the roll. f/s, In the process of becoming thinner, the rolled steel, , becomes longer and may become wider, but it is, constrained by vertical rolls set to restrict this, sideways growth. As the cross-sectional area is decreased, the velocity increases as does the, length of the material. For, a heated slab, 18 cm. thick weighing more than 12 tons is reduced to a coil of thin sheet in aexample,, matter of minutes, steel, is, Wrought, converted to useful products in two steps, 1. The moulded ingot or the continuous, strand is rolled into intermediate, shapes-blooms, billets., and slabs., , 2. These intermediate slabs are, rolled further into, strips, expanded metal grates and the like., A bloom has a square cross-section, , plates, sheets,, , bar stock, structural shapes,, , with a minimum size of 6 by 6 in. (150, by 150 mm). A billet i5, smaller than a bloom and may have, any square section from 1 in. (38.1 mm) upto the size, of abloom., Slabs may be rolled from either an ingot or a bloom., have, a, They, rectangular cross-sectional area with, minimum width of 10 in. (250 mm) and a minimum, thickness of 14 in. (38.1 mm). The width is always, three or more times the thickness, which, may be as much as 15 in. (380 mm). Plates, skelp, rods,, structura, shapes and rails are rolled from slabs, which are shown, schematically in Fig. 5.2.
Page 3 :
cencs, , erconmesk, cess, es from, , Rolling, , 95, Hot strip, , Picking, , Cold strip, , and oilin9, , peed s, , here ', , ontrok, , Welded, pipe, , elocty, , Skelp, Plate, , Slab, , Steel piates, Cold-drawn, , Continuous, , bars, , castings or, , ingots, , Hot-rolled bars, Billet, , CDD, , Rods, , Wire and wire, products, , Tube rounds, , Seamless pipe, , Bloom, , Structural shapes, , Rails, , but it is, , Fig. 5.2. Schematic representation of different kinds of flat and, , reased,, , shape rolling processes., , d slab, 5.2, , ROLLING MILL, , A rolling mill consists of one or more roll stands, motor drive, reduction gears, flywheel and coupling, , billets., , gears between units. The roll stand is the main part of the mill, where the rolling process is performed., It basically consists of housings in which bearings are fitted, which are used for mounting the rolls., , shapes,, billet is, bloom., , Depending upon the profile of the rolled product, the body of the roll may be either flat for rolling, sheets (plates or strips) or grooved for making structural members (channel. I-beam, rail)., , Rolling mills are classified according to the number and arrangement of rolls in a stand. They are, , classified as (see Fig. 5.3):, (A) For hot rolling of metals, , with a, , 1. Two-high rolling mill, , always, , 2. Three-high rolling mill, , uctural, , (B) For cold rolling of metals, 1. Four high rolling mill, 2. Cluster rolling mill
Page 4 :
Manufacturing Science-, , 96, , Upper roll, , Workpiece, Lower rol, , 2-High reversing, , 2-High non-reversing, , Backing rolls, , Workpiece, returned, , 3-High, , 4-High, , Cluster, , Fig. 5.3. Various roll arrangements used in rolling mills., , 1. Two-high rolling mill: It is basically of two types i.e. non-reversing and reversing rolling, mill. The two high non-reversing rolling stand arrangement is the most common arrangement. In this, , the rolls always move in only one direction, while in a two-high reversing rolling stand the direction, of roll rotation can be reversed. This type of stand is particularly useful in reducing the handling of, the hot metal in between the rolling passes. About 30 passes are required to reduce a large ingot into a, bloom. This type is used in blooming and slabbing mills., 2., , Three-high rolling, , mill, , : It, , is used for, , rolling, , of two continuous passes in, , a rolling sequence, without reversing the drives. After all the metal has passed through the bottom roll set. the end of the, metal is entered into the other set of the rolls for the next, pass. For this purpose a table-tilting, , arrangement is required to bring the metal to the level with the rolls. Such type of arrangement, used for making plates or sections., , 3. Four-high rolling mill: It is generally a two-high rolling mill, but with small sized rolls. The, other two rolls are the backup rolls for providing the necessary rigidity to the small rolls. It is used, , for both hot and cold rolling of wide plates and sheets., 4. Cluster, , mill, the roll in, , rolling, , mill: It, , contact with the, , uses, , backup, , rolls to support the smaller work rolls. In this, , work can be as, , small asin. in diameter. Foil is, cluster mills since the small thickness requires small-diameter rolls., , type o, , always rolled on
Page 5 :
Rolling, , 5.3 ROLL PASSES, , 97, , final rolled products such as, plates, flats, sheets, rounds, passes starting from billet or slabs., For, , The, , of, for, , sections. grooved rolls are used. The rolling the, , The roll pass sequence, 1., , can be, , Breakdown passes:, , and, , sections, , are, , obtained, , in, , numbe, product,, plain, rolls, are, cylindrical, used but, type of grooving done is, decided by the final section desired., broadly classified into three, , flat, , a, , types, These are used for, desired. These would be the first to, reducing the, be present in the cross-sectional area nearer to what is, 2. Roughing passes: In, sequence., these passes also,, the cross-section, shape of the rolled material comes, gets reduced. but, nearer to the final, along with it, the, 3. Finishing passes: These, shape., are the final, a leader pass., passes which gives the, required shape of pass follows, The principal breakdown pass, sequence are, () box pass series, (i) diamond square series, (iii) oval square series, , 5.4 DEFECTS, ling, , 2., 3., , ence, the, , ting, , 4., , tis, , S., , The, , 6., , e of, , on, , [UPTU: 2001-02, 2002-03, 2003-04,, 2004-051, , rolled plates and sheets, , or, , there may be structural defects, , Surface defects may result from, marks and other causes related to inclusions and impurities in the material, scale, rust, dirt, roll, the, blooms, billets and slabs, the surface isprior treatment and working of the material. In hot rolling, usually preconditioned by various means, such as, (scarfing), to remove scale., torch, , tion, of, , Sed, , ROLLING, , There may be defects on the surfaces of the, within the material. The various defects, are, 1., , this, , to a, , IN, , Structural defects are defects that distort or, affect the, of the rolled, product., Wavy edges are caused by bending of the rolls; the integrity, of, the, edges, centre. Because the, edges elongate more than the centre and are strip are thinner than the, restrained from expanding, freely, they buckle as shown in Fig. 5.4a., , Zipper cracks are shown in Fig. 5.4b, which are, , usually caused by low ductility and, barreling., Edge eracks are shown in Fig. 5.4c, which occurs in, and, slabs, plates, because of either limited, ductility of metal or uneven deformation especially at the, edges., , Alligatoring, , is, , complex phenomenon that results from, deformation of the, during rolling or from defects in the original cast inhomogeneous, such, as, ingot,, splits along a horizontal plane on exit from the, piping. The workpiece, rolls as, a, , material, , shown in Fig. 5.4d.
Page 6 :
Manufacturing Science, , 98, , b, , (a), , (d), , (), Fig. 5.4. Typical defects in flat rolling, , UPTU: 2002-03, 2005-06, , 5.5 APPLICATIONs OF ROLLING, , Rolling is used to produce components having constant cross-section throughout, range of rolled products can be divided into the following types, (a) Sirauctaral shapes or sections, , its, , length. The whole, , This includes sections like round, square, hexagonal bars, , channels, H and I beams and special sections like rail section., Fig. 5.5 shows some of the rolled structural shapes., , O, , OL, TA, Fig. 5.5. Rolled products., , (b) Plates and sheets, , These are produced of varying thickness., , (c) Special purpose rolled products, , These include rings, balls, wheels and ribbed tubes.
Page 7 :
SUMMARY, Rolling isthe process of reducing the thickness or changing the cross-section of a long workpiece, , bycompressive forces applied through a, , set, , of rolls., , Rolling millconsists of oneor more roll stands, motor drive, reduction gears. flywheel and coupling, gears between units., , Rolling mills are offollowing types: two-high, three-high, four high and cluster rolling mill., Various defects in rolling are: surface defect, structural defect, wavy edge, zipper cracks, edge, , cracks and alligatoring., Rolled products include plate, sheet, foil, rod, pipe, tube, I-beams, structural shapes, rails and bars, of various cross-sections., , Lubricants used in metal forming processes are: oil, emulsion, synthetic solutions, soaps. greases,, waxes, solid lubricants, glass and conversion coatings., OBJECTIVE QUESTIONS, , 1. Which rolling process leads to better surface finish and production of elogated grains., (a) Cold rolling, , (b) Hot rolling, , (c) None of the above, 2. In four-high rolling mill, bigger rolls are called:, (a) Backup rolls, , (b) Main rolls, , (c) Hot rolls, , (d) Guide rolls
Page 8 :
Roling, 3. The, , (), , 113, , disadvantage of 2-high rolling mill is that, its use is limited, by the length, that can be rolled., inertia force has to, , (b), be overcome., each time a reversal is, made, (c)we have to turn the metal by 90°, to, frequently get uniform section., (d) All of the above., 4., , Entry condition for a bilet, , in, , (a) u< tan a, , rolling is, (b) u= tan a, (d = cot a., , (c) u> tan a, , where, 5., , coefficient of friction and a, angle of bite., A strip with a cross-section 150, mm, 4.5 mm is, being rolled with 20% reduction of area, mm diameter rolls. Ihe, =, , =, , x, , angle subiended by the defomation, , (a) 0.01, , the roll centre, , in, , using 450, , radians, , (6) 0.02, , (c) 0.03, 6. In, , zone at, , rolling process, , the, , angle, , (a) 3 to 30, , () 0.06., of bite varies between, (6) I to 5, , (c) 15 to 45°, , 7., , External, , screw, , threads, , can, , be, , (a) millingg, , produced, , (6) chasing, , (c)casting, 8., , Zipper, , cracks in, , ()rolling., rolling occurs due, , (a) low ductility, , 10., , can, , to, , (b) low brittleness, , c) high ductiity, 9. Roli force, , (d) none of the above., fastest by, , be reduced, , d)high britleness, , by, , (a) using rolls of large diameter, , (6) using rols of smaller diameter, , (c) increasing friction, , (d), , Breakdown passes, , used to, (a) reduce the cross-sectional area, (c), , decreasing workpiece temperatur, , are, , obtain final shape, , (b) increase the cross-sectional area, , (d)none of the above, , ANSWERS, 1. (a), , 2. (), , 3. (d), , 8. (a), , 9. (b), , 10. (a), , 4. (c), , 5. (, , 6. (a), , 7. (, , iS