Page 1 :
Unit I: Energy Conservation Basics, Classification of Energy Sources:, Energy is one of the major inputs for the economic development of any country. In the case of, the developing countries like India, the energy sector assumes critical importance in view of, the ever-increasing energy needs, requiring huge investments to meet them., The consumption of energy is increasing at a fast pace while available resources remain, limited. The global need for energy is increasing on an average by about 2.4% every year. Out, of the total amount of primary energy, over 85% comes from fossil fuels. The current, consumption of fossil fuels, particularly oil, is not sustainable in the long term., Energy consumption also has a significant impact on our natural environment. There is clear, evidence that climate change is caused by human activity, mostly related to the use of energy., Hence it is necessary to monitor the usage of energy and initiate steps to conserve it., , ajy, ot, , Energy, that we use, can be classified into several types based on the following criteria:, Primary energy and secondary energy, , Commercial and non commercial energy, Renewable and non-renewable energy, Primary and Secondary Energy, , Pr, , 1. Primary energy refers to all types of energy extracted or captured directly from natural, resources. Primary energy can hence be used directly without any conversion., 2. However, primary energy sources are mostly converted by industrial utilities into secondary, energy sources; for example coal, oil or gas converted into steam and electricity. Primary, energy is thus transformed into more convenient forms of energy such as electricity, steam etc., These forms of energy are called secondary energy. The Major primary and secondary energy, sources are shown below:
Page 2 :
ajy, ot, , Commercial and Non-Commercial Energy., Commercial Energy, , Pr, , Energy that is available in the market for a definite price is known as commercial energy. No, matter what the method of energy production is, whether it is from fossil fuels, nuclear or, renewable sources, any form of energy used for commercial purposes constitutes commercial, energy., By far, the most important forms of commercial energy are electricity, coal, refined petroleum, products and natural gas. Commercial energy forms the basis of industrial, agricultural,, transport and commercial development in the modem world., Examples: Electricity, lignite, coal, oil, natural gas etc., Non-Commercial Energy, Any kind of energy which is sourced within a community and its surrounding area, and which, is not normally traded in the commercial market is termed as non-commercial energy., Non-commercial energy sources include fuels such as firewood, cattle dung and agricultural, wastes which are traditionally gathered, and used mostly in rural households. These are also, called as traditional fuels. Non-commercial energy is often ignored in compiling a country’s, energy statistics., Examples: Firewood and agro waste in rural areas, solar energy for water heating, electricity, generation, and for drying grain, fish and fruits; animal power for transport, threshing, lifting, water for irrigation, crushing sugarcane etc.; wind energy for lifting water and electricity, generation., Renewable and Non-Renewable Energy, Renewable energy is the energy obtained from natural sources which are essentially, inexhaustible. Examples of renewable resources include wind power, solar power, geothermal
Page 3 :
energy, tidal power and hydroelectric power. The most important feature of renewable energy, is that it can be harnessed without the release of harmful pollutants., A non-renewable resource is a natural resource which cannot be produced, grown,, replenished, or used on a scale which can sustain its consumption rate. These resources often, exist in a fixed amount, or are consumed much faster than nature can create them. Natural, resources such as coal, oil and natural gas take millions of years to form and cannot be, replaced as fast as they are being consumed now. These resources will deplete with time., Energy Demand and Supply:, When we consider demand and supply side of energy, India is facing severe shortage,, 70% of total petroleum product demand is being met by imports, for which we need, heavy foreign exchange., India is also facing peak power and average power energy shortages of 12% and 7%, respectively., It will need additional capacity of generation of nearly 100000 MW to provide power to, all who need it which will required approximately Rs 8000 billion., At present the per capita consumption is only 4% of U.S.A. It is supposed to increase to, about 1000 kWh/capita per year, which will need still more installed capacity., , Pr, , ajy, ot, , Indian Energy Scenario (National Scenario):, The annual energy consumption in India is 595 Million tonnes oil equivalent compared with, the world energy consumption of 12,730 Million tonnes oil equivalent in 2013., Coal dominates the energy production mix in India, contributing to about 55% of the total, primary energy production., The share of commercial energy in total primary energy consumption is about 74% and share, of noncommercial energy in total primary energy consumption is 26%., The primary energy consumption mix in India for 2008-09 is given in Table below:, , Coal Sector, India has huge coal reserves of about 60.6 billion tonnes comprising of hard coal 56.10 billion, tonnes (Anthracite and bituminous) and soft coal 4.5 billion tonnes (sub-bituminous and, lignite). This amount to about 6.8 % of the world reserves and it may last for about 100 years, at the current Reserve to Production (R/P) ratio. Indian coal reserves are mainly confined to, eastern and south central parts of the country. The State of Jharkhand, and Odisha account for, almost 51% of the total coal reserves in the country as on 31st March 2013., Oil Sector
Page 4 :
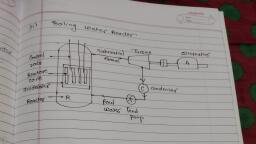
India’s oil reserves are estimated at 5.7 billion barrels (800 Million tomes), which amount to, only about 0.3% of the total world reserves. The main oil fields are located in the Bombay, High, upper Assam,Cambay,and Krishna-Godavari basin. Oil accounts for about 29 % of the, country’s primary energy consumption at the end of 2013. India’s crude oil production was, about 42 million metric tonnes as against the consumption of about 175.2 million metric, tonnes. India’s present reserve to production (R/P) ratio is only about 17,5 years. Currently,, India is the fourth largest oil-consuming country in the world. India imports over 75% of its, crude oil needs,mainly from Gulf nations., Natural Gas Sector, Natural gas has become the most preferred fuel due to its inherent environmentally benign, nature, greater efficiency and cost effectiveness. It is also termed as the fuel of the 21st, century. When natural gas is cooled to -1610C,it is transformed into Liquefied Natural Gas, (LNG). This is done for ease of storage and transportation as liquefaction reduces the volume, occupied by the natural gas by 600 times., , India’s gas reserves are estimated at 1.4 trillion cubic metres by end of 2013 which amounts to, about 0.7% of the total World reserves. About 66 per cent of the country’s production comes, from offshore production, whereas the remaining 34 per cent comes from on-shore, production. The bulk of onshore production comes from Assam, Gujarat, Andhra Pradesh., , Electrical Energy Supply, , ajy, ot, , India’s oil and gas reserves are estimated to last just 17.5 years and 40.2 years, respectively at the current R/P ratio. Coal is likely to last for 100 years., , Pr, , The installed capacity of electric power stations in India is 2,38,743 MW as on February 2014,, out of which 40195 MW is from Hydro-electric power plants, 163305 MW is from Thermal and, 5780 MW from Nuclear and 29463 MW from Renewable Energy Sources., , Nuclear Power Supply, India currently operates 21 nuclear power units at seven locations.. The installed capacity of, nuclear power plant is 5780 MW which comprises of Boiling Water Reactors and Pressurized, Heavy Water Reactors. Projects are underway which can add further 6100 MW to the existing, capacity., Hydro Power Supply, India is endowed with a vast and viable hydro potential for cleaner power generation. This, amounts to economically viable hydro power capacity of over 84,000 MW at 60% load factor., Around 80% of this potential capacity has been identified in the Brahmaputra, Indus and
Page 5 :
Ganges basins. In addition, another 15,000 MW has been acknowledged as being potentially, available in small hydro projects., Energy conservation & Energy Audit, Concept and Difference:, Energy conservation means using energy more efficiently or reducing wastage of energy. It is, important that any energy conservation plan should only to try to eliminate wastage of energy, without in any way affecting productivity and growth rate. Hence energy conservation is, achieved when growth of energy consumption is reduced in physical terms., Energy audit means the verification, monitoring and analysis of use of energy, including, submission of technical report containing recommendations for improving energy efficiency, with cost benefit analysis and an action plan to reduce energy consumption., Both aspects are interdependent, however the major difference between both is that Energy, Conservation focuses on reducing wastage of energy, while Energy Audit focuses in identifying, the areas where waste can occur and where scope for improvement exists., Thus energy audit is the translation of conservation ideas into realities, by evolving technically, feasible solutions with economic and other organizational considerations within a specified, time., , ajy, ot, , Energy conservation Act 2001 Salient Features:, , Pr, , Energy Conservation Act (EC Act) was enacted by the Government of India in 2001 to provide, legal framework and institutional arrangements for enhancing energy efficiency. This Act led to, the creation of Bureau of Energy Efficiency (BEE) as the nodal agency at the center and State, Designated Agencies (SDAs) at the State level to implement the provisions of the Act. The, Central Government, State Government and Bureau of Energy Efficiency have major roles to, play in implementation of the Act. The Mission of BEE is to develop policy and strategies based, on self-regulation and market principles with the goal of reducing energy intensity of the, Indian economy., Salient features of the Energy Conservation Act 2001:, The energy conservation act 2001 empowers the union government and in some instances the, state government to:, (a) Notify energy intensive industries, establishments and commercial buildings as designated, consumers., (b) Prescribe energy consumption norms and standards for designated consumers., (c) Direct designated consumers to appoint certified energy managers for efficient use of, energy., (d) State government to amend the energy conservation building codes to suit regional and, local climatic conditions., (e) Direct owners of commercial buildings to comply with the energy conservation building, codes., (f) Direct mandatory display of labels on notified equipments and appliances., (g) Specify energy consumptions standards for notified equipments and appliances., (h) Prohibit manufacture, sale, purchase and import of notified equipment and appliances not, confirming to standards., (i) Under the provision of this act the Bureau of Energy Efficiency (BEE) was established with, effect from 1.03.2002., (j) The mission of the BEE is to institutionalize energy efficiency services, promote energy, efficiency delivery mechanisms and provide leadership for improvement of energy efficiency in, all sectors of the economy.
Page 6 :
Salient features of the Energy Conservation Act 2001 (Ammended Version of 2010), CHAPTER IV of EC Act, 13., , Powers and Functions of Bureau, , 13.(1) The Bureau shall, effectively co-ordinate with designated consumers, designated, agencies and other agencies, recognize and utilise the existing resources and, infrastructure, in performing the functions assigned to it by or under this Act., 2. The Bureau may perform such functions and exercise such powers as maybe assigned, to it by or under this Act and in particular, such functions and powers include the, function and power to, a. Recommend to the Central Government for issuing of the energy savings certificate., , ajy, ot, , b. Take all measures necessary to create awareness and disseminate information for efficient, use of energy and its conservation., c. Arrange and organize training of personnel and specialists in the techniques for efficient, use of energy and its conservation., d. Strengthen consultancy services in the field of energy conservation., e. Promote research and development in the field of energy conservation., f. Develop testing and certification procedure and promote testing facilities for certification, and testing for energy consumption of equipment and appliances., g. Formulate and facilitate implementation of pilot projects and demonstration projects for, promotion of efficient use of energy and its conservation., h. Promote use of energy efficient processes, equipment, devices and systems., i. Promote innovative financing of energy efficiency projects., j. Give financial assistance to institutions for promoting efficient use of energy and its, conservation., , Pr, , CHAPTER V of EC Act, Power of Central Government to Facilitate and Enforce Efficient Use of Energy and its, Conservation, 13. Central Government may, by notification, in consultation with the Bureau,a. specify the norms for processes and energy consumption standards for any equipment,, appliances which consumes, generates, transmits or supplies energy, b. specify equipment or appliance or class of equipments or appliances, as the case may, be, for the purposes of this Act;, c. prohibit manufacture or sale or purchase or import of equipment or appliance specified, under clause(b) unless such equipment or appliances conforms to energy consumption, standards;, d. direct display of such particulars on label on equipment or on appliance specified and, in such manner as maybe specified by regulations;, , CHAPTER VI of EC ACT, Power of State Government to facilitate and Enforce Efficient Use of Energy and its, Conservation, 13., , The State Government may, by notification, in consultation with the Bureau a. amend the energy conservation building codes to suit the regional and local climatic, conditions and may, by rules made by it, specify and notify energy conservation, building codes with respect to use of energy in the buildings;
Page 7 :
b. direct every owner or occupier of a building or building complex being a designated, consumer to comply with the provisions of the energy conservation building codes;, c. take all measures necessary to create awareness and disseminate information for, efficient use of energy and its conservation;, d. arrange and organise training of personnel and specialists in the techniques for efficient, use of energy and its conservation;, , Role of State Designated Agencies, As per Energy Conservation Act 2001£¬State Governments have been empowered to, designate agencies, (State Designated Agency, i.e. SDA) in consultation with Bureau of Energy Efficiency., Designated, Agencies will have the responsibility to implement the Act within the State., Responsibilities, , ajy, ot, , Duties, , Spread awareness on EC Act, Undertake voluntary initiatives to promote energy conservation, Liaison and coordinate with BEE, State Government Departments dealing with energy,, industry, planning, regulators, consumer affairs, municipal bodies etc., Capacity building of staff employed, Launch and maintain state specific website addressing the voluntary and mandatory, provisions of EC Act, Undertake energy conservation awareness program for consumers, industrial &, commercial sector, school children, farmers etc., Arrange interactive meets between energy managers, energy auditors, designated, consumers and other experts, , Pr, , Prepare a list of designated consumers, Compile information received from designated consumers through annual statements, on energy consumption, energy audit reports, and action taken on the report of energy, audit, Prepare a state and sectoral energy data base and provide the feed back to designated, consumers, Take all measures necessary to create awareness and disseminate information for, efficient use of energy and its conservation, Arrange and organize training of personnel and specialists in the techniques for, efficient use of energy and its conservation, Take steps to encourage preferential treatment for use of energy efficient equipment or, appliances, Schemes of BEE under the Energy Conservation Act-2001, Energy Conservation Building Codes (ECBC), Standards and Labeling (S & L), Demand Side Management (DSM), Bachat Lamp Yojana (BLY), Promoting Energy Efficiency in Small and Medium Enterprises (SMEs), Designated Consumers, Certification of energy auditors and energy managers, Certification of Energy Managers and Auditors:, A cadre of professionally qualified energy managers and auditors with expertise in policy, analysis, project management, financing and implementation of energy efficiency projects, would be developed through Certification and Accreditation programme. BEE has been
Page 8 :
designing training modules and regularly conducting a National level examination for, certification of energy managers and energy auditors., Qualification for Accredited Energy Auditors and Maintenance of their list, Regulations,, 2009, An Energy auditor shall be qualified to become an accredited energy auditor if he / shea. is a certified energy manager and has passed the examination in “Energy Performance, for Equipment and Utility Systems” conducted by Bureau, b. has an experience of five years in energy audit out of which atleast three years shall be, in any of energy intensive industries, c. has been granted a certificate of accreditation by the Bureau of Energy, Efficiency. Accreditation Advisory Committee constituted by BEE for the purpose of, grant of certificate of accreditation shall assess the energy audit experience and, competence of energy auditor who has applied for certification of accreditation on the, basis of an oral interview., , Pr, , ajy, ot, , BEE and its roles:, The Government of India has set up Bureau of Energy Efficiency (BEE)on 1st March 2002, following the prerequisites of the Energy Conservation Act, 2001. The purpose of the Bureau of, Energy Efficiency is to help in promoting policies and strategies with a push on self-regulation, and market strategies, within the overall structure of the Energy Conservation Act, 2001 with, the initial objective of diminishing the energy strength of the Indian economy. This will be, accomplished with the effective participation of all stakeholders, producing in the accelerated, and continued confirmation of energy efficiency in all sectors., Role Of Bureau of Energy Efficiency (BEE):, BEE co-ordinates with designated consumers, designated agencies, and other organizations, and recognizes, identify and utilize the existing resources and infrastructure, in performing the, functions assigned to it under the Energy Conservation Act. The Energy Conservation Act, provides for regulatory and promotional functions.The main motive behind the creation of this, board is to promote and educate Retailers and customers to use EnvironmentFriendly appliances & Tools at their home/ offices/ Buildings/ Societies/ workplaces/ Heavy, processing units and production units etc., The broad objectives of BEE are as under:, 1. To exert leadership and provide policy recommendation and direction to national, energy conservation and efficiency efforts and programs., 2. To coordinate energy efficiency and conservation policies and programs and take it to, the stakeholders, 3. To establish systems and procedures to measure, monitor and verify energy efficiency, results in individual sectors as well as at a macro level., 4. To leverage multi-lateral and bi-lateral and private sector support in implementation of, Energy Conservation Act and efficient use of energy and its conservation programs., 5. To demonstrate delivery of energy efficiency services as mandated in the EC bill through, private-public partnerships., 6. To interpret, plan and manage energy conservation programs as envisaged in the, Energy Conservation Act., 7. Provide a policy recommendation and direction to national energy conservation, activities, 8. Coordinate policies and programmes on efficient use of energy with shareholders, 9. Establish systems and procedures to verify, measure and monitor Energy Efficiency (EE), improvements, 10. Leverage multilateral, bilateral and private sector support to implement the EC Act '01, 11. Demonstrate EE delivery systems through public-private partnerships
Page 9 :
The Major Regulatory Functions of (Bureau of Energy Efficiency) BEE include1. Develop least energy performance patterns and labeling design for tools and, appliances (TV, Refrigeration, A/C etc), 2. Promote precise Energy Conservation Building Codes, 3. Promote Projects focusing on selected users, 4. Promote special energy expenditure norms, 5. Verify Energy Managers and Energy Auditors, 6. Authorize Energy Auditors, 7. Describe the manner and periodicity of necessary energy audits, 8. Develop reporting formats on energy consumption and action used on the advice of, the energy auditors, , The Main Promotional Functions of BEE are listed below:, , MEDA and its roles:, , Pr, , ajy, ot, , 1. Create awareness and disseminate information on energy efficiency and conservation, 2. Arrange and coordinate training of employees and professionals in the techniques for, effective use of energy and its conservation, 3. Strengthen consultancy services in the field of energy conservation, 4. Promote research and development, 5. Improve testing and certification methods and promote examination facilities, 6. Formulate and promote the implementation of pilot plans and presentation projects, 7. Promote the use of power efficient processes, tools, devices and systems, 8. Take necessary steps to promote preferred treatment for use of energy efficient, equipment or appliances, 9. Support innovative funding of energy efficiency schemes, 10. Give financial support to organizations for encouraging efficient use of energy and its, maintenance, 11. Prepare institutional curriculum on efficient use of energy and its conservation among, school and college students, 12. Execute international co-operation plans relating to efficient use of energy and its, conservation, , Maharashtra Energy Development Agency, , Among the state level organisations promoting energy conservation in the country, the, Maharashtra Energy Development Agency (MEDA) stands number one., MEDA is Registered as a society under Societies Registration Act, 1860 (in 1985) and Bombay, Public Trust, 1950 (in 1987) and is sponsored by MNRE (Ministry of New and Renewable, Energy) GoI. The major Roles of MEDA include:, 1. To provide Assistance to state and central govt to promote and develop new and, renewable sources of energy and technologies and to promote and implement energy, conservation., 2. Work as a State Nodal Agency in renewable energy sector and state designated agency, in energy conservation sector, 3. MEDA is Committed to explore the resources such as Wind, Bagasse Cogen, Hydro,, Biomass, Geothermal, Wave which are clean and eco-friendly in nature., 4. Its major energy efficiency programmes include: Saving energy, energy conservation, awards, conference on energy efficiency and intensive training to participants appearing, for BEE examination.
Page 10 :
Star Labelling: Need and Benifits:, There is a wide variation in energy consumption of similar products by various manufactures., Moreover the information on energy consumption is often not easily available. This leads to, continued manufacture and purchase of inefficient equipment and appliances. Hence the need, of Star labeling became mandatory. Star labeling is a part of S&L (i.e. Standards and labeling, Program) of the EC act., Star Labeling was needed because:, 1. India was gradually rising as an energy-consuming country, owing to population, growth and economic development., 2. Information available for energy consumption of products was often skewed or uneasy, to understand., 3. A gradual rise in manufacturing and sale of sub-standard appliances was observed., , Hence to promote energy efficiency and energy efficient products, the star labeling scheme, was initiated., In case of Star Ratings a ranking system based on energy efficiency of an appliance is declared, by the manufacturer. Depending upon the performance of an appliance, they are rated on a, scale of star 1 to star 5. The number of stars depends on the highest pre-set threshold for, energy performance that the appliance is able to meet., , ajy, ot, , Star Ratings are beneficial because:, 1. Star ratings serve as an indicator to the common man regarding the energy, consumption pattern of the appliance., 2. One Star indicates that the appliance is least efficient and hence least money is saved., 3. Whereas 5 Stars indicate that the appliance is most efficient and hence more money is, saved., , Pr, , 4. Before the introduction of Star label, price was the most determining factor for Indian, consumers while purchasing electrical appliances, however after the introduction of, Star Labeling Scheme, the situation transformed considerably. Consumers, were more, aware about electricity consumption of their appliances., 5. Thus choosing products as per star labeling not only benefits consumers economically, but also results in overall reduction of energy consumption thus promoting energy, conservation., 6. Further, Reduced energy consumption results in reduced carbon emissions.
Page 11 :
Unit II: Energy Conservation in Electrical Machines., Need of Energy Conservation in Induction Motor:, , ajy, ot, , 1. Electric motors play a vital role in industrial, commercial, agricultural, and residential, sectors and consume huge amounts of energy. About 70% of all industrial load is that of, electric motors, while 60% of agricultural load, 40 % of commercial load and 23% of, residential load is that of electric motors., 2. Cost of electricity is increasing day by day, as a result, for maximum savings, motors must, work at higher efficiencies., 3. Production costs cannot be reduced till the operating costs of machines used therein are, reduced without sacrificing the quality., 4. Most of the electricity produced and utilized to drive the electrical motors comes from the, burning of precious fuels or using natural resources as coal, oil etc., 5. Inefficient motors need large amount of power to operate which results in depletion of, precious fuels and resources at a faster rate., 6. Hence in order to prevent depletion and wastage of energy sources its necessary to follow, the practices of conserving energy in induction motors., , Need of Energy Conservation in Transformer:, , Pr, , 1. In electrical power system, transformers are used to change the voltage levels of different, sections as per the need of economic and efficient operation of the system., 2. Since the transformers are integral part of power system and large in numbers, whether, they are on load or no load, they always remain on line., 3. The power losses in windings (no load primary copper losses due to no load current) and, in magnetic core (due to rated voltage across primary) results in energy wastage., 4. As rated voltage and no load current are there around the clock (i.e. continously),, reduction in these losses in transformer leads to large amount of energy savings over the, period, which can be used for some other good reason., 5. Therefore, energy conservation in transformer is extremely necessary., The Material used to improve the design & performance of transformer are:, (i) Amorphous metal or amorphous steel, (ii) Epoxy Resin, (iii) Polyester sealent, (iv) Cast Resin, (v) Metglass, , Energy Conservation in Induction Motor by Improving Power Quality:, 1) Voltage, 2) Frequency, 3) Closeness of the supply to sine waveform, which also is a means for knowing the harmonic, content of the supply., 1. Voltage: Maintaining the voltage at the rated value for motors results in the properly, expected torque speed characteristics available to drive the load. Lower voltage leads to, excessive current drawn due to which the line losses increase, machine copper losses, increase, line voltage drops increase. Even if voltage is above required value higher flux
Page 12 :
density results in motors that leads to higher iron losses. These lead to decrease in, efficiency. Hence proper voltage has to be maintained., 2. Frequency: It governs the speed related losses and iron losses. If its value is more than, rated these losses increase as speed is directly proportional to the frequency the speed, dependent friction & windage losses increase that will decrease the efficiency. Lower, value of frequency leads to lower speed that affects the output power. Hence frequency, has to be maintained at rated value., 3. When the supply waveform is purely sinusoidal the harmonics are absent which means no, iron & copper losses due to harmonic voltage & currents. Also the harmonics even if very, small lead to production of unwanted harmonic torques in motors which need to be, overcome & this requires energy which is wasteful. Hence, , Energy Conservation in Induction Motor by Survey's:, Large industries have a massive population of LT motors. Load survey of these motors can be, taken-up in an appropriate manner to identify improvement options., The Survey can be conducted in 3 steps:, 1. Sampling, 2. Measurements, 3. Analysis, , ajy, ot, , 1. Sampling:, , 2. Measurements:, , Pr, , To fulfill the objective of selecting representative motor drives among the motor population, the, Sampling criterias considered are:, − Utilization factor i.e., hours of operation with preference given to continuously operated drive, motors., − Sample representative basis, where one drive motor analysis can be reasoned as representative, for the population. e.g. Cooling Tower Fans, Air Washer Units, etc., − Conservation potential basis, where drive motors with inefficient capacity controls on the, machine side, fluctuating load drive systems, etc., are looked into., , Studies on selected motors involve measurement of electrical load parameters namely volts,, amperes, power factor, kW drawn. Observations on machine side parameters such as speed, load,, pressure, temperature, etc. are also taken. Availability of capacitors for PF correction, energy, meters for monitoring is also looked into for each case., 3. Analysis:, Analysis of observations on representative motors and connected drives is carried out towards, following outputs:, − Motor load on kW basis and estimated energy consumption., − Scope for improving monitoring systems to enable sustenance of a regular inhouse Energy, Audit function., − Scope areas for energy conservation with related cost benefits and source information., The surveys should indicate the following aspects:, a) % loading in kW, % voltage unbalance if any, voltage, current, frequency, power factor., b) Machine side conditions like load / unload condition, pressure, flow, temperature, damper /, throttle operation, whether it is a rewound motor, idle operations, metering provisions, etc., The findings / recommendations of the survey may include:, Identified motors with less than 50 % loading, 50 – 75 % loading, 75 – 100 % loading, over 100, % loading., Identified motors with low voltage / power factor / voltage imbalance for needed, improvement measures.
Page 13 :
Identified motors with machine side losses / inefficiencies like idle operations, throttling /, damper operations for avenues like automatic controls / interlocks, variable speed drives, etc., Motor load survey is not only aimed to identify motor efficiency but is also aimed to check, combined efficiency of the motor, driven machine and controller if any., Often, the margins in motor efficiency may be less than 10 % of consumption., but the load, survey would help to bring out savings in driven machines & systems, which can give 30 – 40 %, energy savings., , Energy Conservation in Induction Motor by Matching Motor With Loading:, Industrial motors frequently operate under varying load conditions due to process requirements., A common practice in cases where such variable-loads are found is to select a motor based on, the highest anticipated load. However it is observed that the highest load may occur only for a, short duration, and for the rest of the duration the motor may be under-loaded. Under-loading, results in lower efficiency and power factor and higher than necessary first cost for the motor, and related control equipment., , ajy, ot, , In many instances, an alternative approach which is less costly, more efficient, and provides, equally satisfactory operation may be opted. With this approach, the optimum rating for the, motor is selected on the basis of the load duration curve for the particular application. Thus,, rather than selecting a motor of high rating that would operate at full capacity for only a short, period, a motor would be selected with a rating slightly lower than the peak anticipated load and, would operate at overload for a short period of time. Since operating within the thermal capacity, of the motor insulation is of greatest concern in a motor operating at higher than its rated load,, the motor rating is selected in such a manner that it would result in the same temperature rise, under continuous full-load operation as the weighted average temperature rise over the actual, operating cycle. However, under extreme load changes, like frequent starts / stops, or high, inertial loads, this method of calculating the motor rating is unsuitable since it would, underestimate the heating that would occur., , Pr, , In applications where loads vary a lot with time, in addition to proper motor sizing, the control, strategy employed can have a significant impact on motor electricity use. Traditionally,, mechanical means (e.g. throttle valves in piping systems) have been used when lower output is, required. More efficient speed control mechanisms include multi-speed motors, eddy-current, couplings, fluid couplings, and solid-state electronic variable speed drives, , Energy Conservation in Induction Motor by minimizing idle and redundant running:, 1. Loss of energy as the no load power drawn is approximately about 12% to 16% of rated, power output in most of motors. Therefore, idle running should be avoided., 2. Unnecessary heat production at friction points such as bearings, leading to wearing of, bearing., 3. Motor being highly inductive load under idle running as no real power (mechanical load), on it, the p.f. of such no-load running is low. Lower power factor results in increase in line, current resulting in unnecessary line losses., 4. This results in reduction in overall system energy efficiency over period of time., 5. Hence in order to prevent unecessary wastage of energy, the idle and redundant running, of the motor should be avoided., , Energy Conservation in Induction Motor by operating it in star mode:, 1. In some applications it is observed that there occurs a reduction in load for a substantially, long duration., 2. In such cases if the load is less than 30%, it means that the torque required by load is less, than 30%. Hence current requirement is reduced., 3. When connected in star, the phase voltage reduces to (1/√3) times that in delta mode. As, the torque generated by motor is directly proportional to the (applied voltage per
Page 14 :
phase)^2 the torque produced falls to 1/3 compared to delta mode., 4. Due to decreased phase voltage, the iron losses decrease to nearly 1/3, as total iron losses, are proportional to (applied voltage per phase)^2 before saturation., 5. Due to reduction in phase voltage the current drawn in the lines also reduces leading to, lower copper losses in motor and decrease line losses., , Energy Conservation in Induction Motor by rewinding of motor:, 1. During rewinding by preserving the original winding characteristics such as material, quality, design and structure, it is possible to maintain the original operating, characteristics., 2. Using larger cross section area of conductors and better insulation the copper losses can, be minimized., 3. Rewinding for the required torque and power or speed results in lowering of the losses, thus resulting in better efficiency and hence energy savings., 4. Extension of coils beyond the slot insulation must be minimized to reduce the amount of, copper used that leads to lowering of the copper losses, , What is EEM and Explain Signigicant features, , ajy, ot, , 1. Energy efficient motors (EEM) are the ones in which, design improvements are, incorporated specifically to increase operating efficiency over motors of standard design., 2. Design improvements focus on reducing intrinsic motor losses., 3. Improvements include the use of lower-loss silicon steel, a longer core, thicker wire,, thinner laminations, smaller air gap between stator and rotor, copper instead of, aluminium bars in the rotor, superior bearings and a smaller fan etc., , Explain Signigicant features of Energy Efficient Motors:, , Pr, , 1. Material used is of high quality which results in High flux density & High current density., 2. The core laminations used are thin and hence core size will be less which will result in, lower core losses., 3. Due to precise air gap between stator and rotor reduces the losses are low., 4. The starting and running torque is comparatively more., 5. Improved power Factor., , Detailed features of Energy Efficient Motors:, (A) Core Losses:, • Core losses are found in the stator-rotor magnetic steel and are due to hysterisis effect and, eddy current effect during 50 Hz magnetization of the core material.
Page 15 :
Pr, , ajy, ot, , • These losses are independent of load and account for 20-25% of the total losses., • The hysterisis losses which are a function of flux density are be reduced by utilizing low-loss, grade of silicon steel laminations., • The reduction of flux density is achieved by suitable increase in the core length of stator and, rotor. Eddy current losses are generated by circulating current within the core steel laminations., Core losses are reduced by using thinner laminations., (B) Stator and Rotor I2R losses:, • These losses are major losses and typically account for 55% to 60% of the total losses. I2 R, losses are heating losses resulting from current passing through stator and rotor conductors. I2 R, losses are the function of conductor resistance and the square of current., • Resistance of conductor is a function of conductor material, length and crosssectional area. The, suitable selection of copper conductor size will reduce the resistance., • Reducing the motor current is most readily accomplished by decreasing the magnetizing, component of current. This involves lowering the operating flux density and possible shortening, of air gap. Rotor I2 R losses are a function of the rotor conductors (usually aluminium) and the, rotor slip. Utilization of copper conductors will reduce the winding resistance., • Motor operation closer to synchronous speed will also reduce rotor I2 R losses., (C) Friction and Windage Losses:, • Friction and windage losses results from bearing friction, windage and circulating air through, the motor and account for 8-12% of total losses., • These losses are independent of load. The reduction in heat generated by stator and rotor, losses permit the use of smaller fan. The windage losses also reduce with the diameter of fan, leading to reduction in windage losses., (D) Stray Load Losses:, • These losses vary according to square of the load current and are caused by leakage flux, induced by load currents in the laminations and account for 4 to 5% of total losses. These losses, are reduced by careful selection of slot numbers, tooth/slot geometry and air gap., • Energy efficient motors cover a wide range of ratings and the full load efficiencies are higher by, 3 to 7%. The mounting dimensions are also maintained as per IS1231 to enable easy, replacement., • As a result of the modification to improve performance, the costs of energy-efficient motors, are higher than those of standard motors. The higher cost will often be paid back rapidly in, saved operating costs, particularly in new applications or end-of life motor replacements., , Standard Motors and EEM's Comparison Tables :, Table 1:
Page 17 :
Suggest the energy conservation techniques in following cases :, (i) Motor is running with 70% loaded condition., (ii) Motor is continuously loaded at 50%., (iii) Motor runs with 30% loaded condition but sometimes rises to 50% loading condition., (iv) Motor runs continuously under no-load condition., Following are the suggested energy conservation techniques in following cases :, , (i) Motor is running with 70% loaded condition:, , ajy, ot, , Use APFC or IPFC for better power factor improvement., Use cooling fans for motors., , (ii) Motor is continuously loaded at 50% :, , Convert Delta to Star connection for lightly loaded motors., Use APFC or IPFC for better power factor improvement., , Pr, , Use cooling fans for motors., , (iii) Motor runs with 30% loaded condition but sometimes rises to 50% loading condition:, Convert delta to star connection for lightly loaded motors., Use APFC or IPFC for better power factor improvement., Use cooling fans for motors., If possible use low capacity motor for this above condition., (iv) Motor runs continuously under no-load condition:, Convert delta to star connection for lightly loaded motors., Use APFC or IPFC for better power factor improvement., Use cooling fans for motors., If possible use low capacity motor for above condition., If possible switch off the motor, , Energy Conservation in Induction Motor by periodic maintenance:, 1. Inadequate maintenance of motors can significantly increase losses and lead to unreliable, operation. For example, improper lubrication can cause increased friction in both the
Page 18 :
motor and associated drive transmission equipment., 2. Resistance losses in the motor, which rise with temperature, would increase., 3. Providing adequate ventilation and keeping motor cooling ducts clean can help dissipate, heat to reduce excessive losses., 4. The life of the insulation in the motor would also be longer, A list of periodic maintenance practices to help insure proper motor operation is as follows:, 1. Inspecting motors regularly for wear in bearings and housings (to reduce frictional losses), and for dirt/dust in motor ventilating ducts (to ensure proper heat dissipation)., 2. Checking load conditions to ensure that the motor is not over or under loaded., 3. Lubricating appropriately : Manufacturers generally give recommendations for how and, when to lubricate their motors. Inadequate lubrication can cause problems, as noted, above. Over-lubrication can also create problems, e.g. excess oil or grease from the motor, bearings can enter the motor and saturate the motor insulation, causing premature failure, or creating a fire risk., 4. Checking periodically for proper alignment of the motor and the driven equipment:, Improper alignment can cause shafts and bearings to wear quickly, resulting in damage to, both the motor and the driven equipment., 5. Ensuring that supply wiring and terminal box are properly sized and installed. Inspect, regularly the connection at the motor and starter to be sure that they are clean and tight., , ajy, ot, , Energy Conservation in Transformer by Parallel Operation:, , Pr, , 1. The transformers operate near their maximum efficiency around 70 % to 100 % of their, rated loads., 2. For huge establishments drawing high varying powers at different times, supplying from, single transformer will be uneconomical and inefficient at low loads., 3. This occurs because at light loads, a higher rated transformer has higher constant losses, compared to a lower rated one. Also the allied systems for the transformers draw power, thus reducing the overall efficiency., 4. Hence to operate the system at the highest efficiency possible, parallel operation of, transformer is done., 5. Parallel connected transformers are utilized such that at lower power requirements one of, those with lower capacity (and hence lower power losses) in parallel will supply at around, its maximum efficiency while the other is switched off thus saving its low load losses. This, is done as per the requirements of the loads., 6. Hence Parallel operation of transformers reduces the losses and promotes energy, conservation., , Energy Conservation in Transformer by Isolating Tehniques:, 1. Isolation is defined as cutting of electrical supply to the system in order to ensure the, safety of those working on the equipment by making dead those parts which are live in, normal service., 2. An isolator is mechanical device which is operated manually and used to open or close a, circuit off load., 3. When transformers are operating in parallel to share a particular load, it is necessary to, remove and isolate some transformers when load demand is less, so that other, transformers will supply energy at their maximum efficiency., 4. At the time of removing the transformer from circuit, first the secondary side load is, removed by tripping the circuit breaker by opening the load (Iron Clad Triple Pole-ICTP), switches having high rupturing capacity fuses., 5. Now transformer will remain connected to bus, without sharing any load. However, even, during no load condition , the transformer primary is still connected to the line. This may, result in no load primary copper losses due to no load current and magnetic core losses, (due to rated voltage across primary). This results in energy wastage
Page 19 :
6. To prevent the above mentioned energy wastage, the circuit breaker and isolator switch, on the primary side is opened, so that transformer is isolated and removed from bus-bar, completely., 7. Thus isolating technique prevents unnecessary energy wastage and promotes energy, conservation., , Replacement by Energy Efficient Transformer:, , ajy, ot, , 1. Most of the energy loss in conventional transformers occurs through heat or vibration, from core., 2. The new high-efficiency transformers minimize these losses., 3. The conventional transformer is made up of silicon alloyed iron (grain-oriented) core and, are are prone to losses as the iron loss of any transformer depends on the type of core, used in the transformer., 4. However the latest technology is to use amorphous material or epoxy resin for the core., Transformers with such materials are called as energy efficient transformers., 5. The expected reduction in energy loss over conventional (Si, Fe core) transformers is, roughly around 70%, which is quite significant., 6. Such transformers provide high efficiencies even at low loads, 98.5% efficiency at 35%, load., 7. Features of energy efficient transformers include:, 1. They have less operating losses., 2. Less heat is generated due to less losses., 3. They have longer life., 4. Better cost effectiveness., 5. Low field magnetization, reduces hysteresis loss., 6. High electrical resistivity of core material reduces eddy currents and eddy current, loss., 7. Low magnetizing current and low iron losses, reduce no load current., Hence it is beneficial to replace conventional transformers with energy efficient transformers., , Pr, , Why is periodic maintenance of Transformer necessary ?, A transformer, unlike any machine is required to be maintained periodically to ensure its, appropriate functioning. If the transformer is not maintained the following faults may occur:, 1. Loose core bolts and clamps results into more vibrations of stampings and more noise., 2. Improper supports and clamps for windings result in collapse of winding during external, short circuit fault., 3. Bad soldering results into more heating at joints and carbonising of oil in contact with it., 4. Oil leakage will reduce oil in tank resulting in over heating of transformer oil and, windings., 5. Dirt and dust deposited on the insulators (bushings) will provide low resistance to leakage, current resulting into flash over and damaging the insulator., 6. If sludge is formed in transformer oil, it blocks free circulation of oil and results into over, heating., 7. Cracks or broken bushing may result into failure of transformer., 8. Loose connections in conducting parts results in over heating., In order to perform appropriate maintenance of the transformer, the following parameters, should be checked:, 1. Check the Voltage, current, temperature and other parameters., 2. Check for winding resistance., 3. Check the oil level and dielectric strength of oil., 4. Check the breather and silica gel., 5. Check for the cooling arrangement., 6. Check for the Insulation resistance.
Page 20 :
Periodic maintenance will result in better performance and prevent wastage of energy thus, promoting energy conservation., , What is soft starter, explain with advantages:, 1. A Soft starter delivers controlled power to the motor to provide smooth, step, less acceleration and deceleration. It consists of thyristors in its main circuit and the, motor voltage is regulated with a printed circuit board. During starting period the soft, starter provides low voltage to motor which enables to adjust the play between the gear, wheels or stretching driving belts or chains etc. As the voltage is low at the time of, starting, current & torque developed will be also low. In other words it eliminates, unnecessary jerks during the start. Gradually the voltage and the torque increase so that, the machinery starts to accelerate. The line voltage drops & losses at start are thus very, low. It provides a reliable and economical solution to overcome problem related with, starting, , Pr, , ajy, ot, , 1. While starting, the AC Induction motor develops more torque than is required at full, speed. This stress is transferred to the mechanical transmission system resulting in, excessive wear and premature failure of chains, belts, gears, mechanical seals, etc., 2. Additionally, rapid acceleration also has a massive impact on electricity supply charges, with high inrush currents drawing more than 600% of the normal run current., 3. The use of Star Delta only provides a partial solution to the problem., 4. Soft starter provides a reliable and economical solution to these problems by delivering a, controlled release of power to the motor, thereby providing smooth, stepless acceleration, and deceleration., 5. Motor life will be extended as damage to windings and bearings is reduced., 6. Soft Start and Soft Stop is built into 3 phase units, providing controlled starting and, stopping with a selection of ramp times and current limit settings to suit all applications., , Advantages of soft starter over conventional starter:, 1) Motor starts (without jerk) smoothly., 2) Severe spikes of starting currents are eliminated., 3) Loss of energy during starting is minimized to about 40 to 50%., 4) Severe wear and tear of mechanical parts such as bearing etc. during starting is eliminated, leading to longer life of bearings and other related components., 5) Very low mechanical stress., 6) As starting currents are highly inductively limiting their magnitudes results in improved power, factor., 7) As current peaks are controlled the MD is reduced which may lead to lower MD billing., 8) Less mechanical maintenance., 9) Saving in operating costs.
Page 21 :
Compare soft starter with conventional/DoL starter:, , Speed Control of Induction Motors (VFD):, , Pr, , ajy, ot, , 1. Induction motor is one of the mist widely used motors in industry. It is cheap and, provides high power to weight ratio., 2. On account of high cost-implications and limitations of DC system, induction motors are, preferred for variable speed applications, the speed of which can be varied by changing, the supply frequency., 3. The speed can also be varied through a number of other ways, including, varying the, input voltage, varying the resistance of the rotor circuit, using multi-speed windings, using, Scherbius or Kramer drives, using mechanical means such as gears and pulleys and eddycurrent or fluid coupling, or by using rotary or static voltage and frequency converters., However amongst all the mentioned methods, the variable frequency drive (VFD) is used, on a very large scale., 4. The rotational speed of an AC induction motor depends on the number of poles in that, stator and the frequency of the applied AC power., 5. Although the number of poles in an induction motor cannot be altered easily, variable, speed can be achieved through a variation in frequency. The VFD rectifies standard 50, cycle AC line power to DC, then synthesizes the DC to a variable frequency AC output., 6. Motors connected to VFD provide variable speed mechanical output with high efficiency., 7. These devices are capable of up to a 9: 1 speed reduction ratio (11% of full speed), and a, 3: 1 speed increase (300% of full speed)., 8. Now-a-days, the technology of AC variable frequency drives (VFD) has evolved into highly, sophisticated digital microprocessor control, along with high switching frequency IGBTs, (Insulated Gate Bi Polar Transistors) power devices., 9. This has led to significantly advanced capabilities from the ease of programmability to, expanded diagnostics., 10. The two most important benefits from the evolution in technology have been that of cost, and reliability, in addition to the significant reduction in physical size., , Uses of Variable Frequency Drive include:, 1. For conveyers, machine tools and other production line equipment machine starting and, controlling, 2. Tunnel boring, mining and oil drilling platform machines staring and controlling, 3. For controlling motor driven centrifugal pumps, fans and blowers., 4. Textile Industry Machines, 5. Paper industry Machines, 6. Pumps used for fluids with different viscosity.
Page 22 :
Advantages:, 1. Energy saving due to optimum use for applications., 2. Smooth starting feature can start the motor under load smoothly hence losses are, avoided., 3. Smooth speed control: Losses and shocks during speed control & speed changing, operations are avoided as smooth increase (to 300%) or decrease (to11%) of the rated, speed is possible., 4. Better process control, (with Micro controller and IGBT (Insulated Gate Bi-polar Transistor), optimization of input variables to get required outputs., 5. Less maintenance cost due to optimum working., 6. Higher life span with very low losses for bearing & motors due to which we have, improved optimal output power quality, , Pr, , ajy, ot, , APFC (Automatic Power Factor Controller), , 1. The pf controller is used to maintain the pf at unity using capacitor bank across the line. It, is controlled through microcontroller and contactor arrangement., 2. Power factor of load is sensed and capacitors are connected / disconnected on the basis, of KVAR demand., 3. Maintaining the pf at unity leads to reduction in the current through the lines as Real, power = apparent power x pf., 4. The block diagram of the APFC is shown above. The Supply main terminals are connected, to input of APFC Panel. Power factor is sensed by the CT & PT placed in line side. As per, the requirement the capacitor banks are operated to achieve calculated power factor by, microprocessor based APFC relay. The appropriate capacitor bank will operate with, respect to kVAR required to achieve target PF by APFC panel. After it CT & PT will check, the feedback from the switching capacitors. Finally the required set power factor is, achieved., APFC and IPFC Conceptual Working, Automatic Power Factor Control Relay:
Page 23 :
1. It controls the power factor of the installation by giving signals to switch on or off power, factor correction capacitors., 2. Relay is the brain of control circuit and needs contactors of appropriate rating for, switching on/off the capacitors. There is a built-in power factor transducer, which, measures the power factor of the installation and converts it to a DC voltage of, appropriate polarity., 3. This is compared with a reference voltage, which can be set by means of a knob calibrated, in terms of power factor., 4. The capacitors are switched on in sequence when the power factor falls below setting. The, relays are provided with First In First out (FIFO) and First In Last Out (FILO) sequence., 5. The capacitors controlled by the relay must be of the same rating and they are switched, on/off in linear sequence., 6. To prevent over correction hunting, a dead band is provided. This setting determines the, range of phase angle over which the relay does not respond; only when the PF goes, beyond this range, the relay acts., 7. When the load is low, the effect of the capacitors is more pronounced and may lead to, hunting. Under current blocking shuts off the relay, switching off all capacitors one by one, in sequence, when load current is below setting., 8. Special timing sequences ensure that capacitors are fully discharged before they are, switched in. This avoids dangerous over voltage transient., Intelligent Power Factor Controller (IPFC):, , What is IPFC :, , ajy, ot, , 1. This controller determines the rating of capacitance connected in each step during the, first hour of its operation and stores them in memory., 2. Based on this measurement, the IPFC switches on the most appropriate steps, thus, eliminating the hunting problems normally associated with capacitor switching., , Pr, , 1. Unlike conventional power factor controllers which sense voltage from two phases and, current from the other phase, an IPFC is based on 3 phase sensing which renders it, accurate for controlling power factor even an unbalanced condition, 2. It’s rightly called intelligent as it increases the life of the correction capacitor, by, controlling based on the capacitor bank switching information and ON, time (i.e. switching history.), 3. The most vital Salient Features of an IPFC Include:, 1. Three Phase Sensing, 2. Intelligent Power Factor Controlling based on the capacitor bank switching, history (Number of Operations, ON Time etc.) which improves the capacitor life, time, 4. Applications of IPFC Include:, 1. In all Incomers, 2. Fixed power factor corrections individual (e.g. motor, transformers, lighting, etc.), 3. Group fixed power factor correction (several equipments connected in a group), 4. Capacitor banks of tuned and detuned, 5. Harmonic trap applications (e.g. UPS, Frequency Drives and Converters, etc.), Automatic Star Delta Converter:, Reason for Star-Delta Conversion while Starting
Page 24 :
ajy, ot, Pr, The time delay in any automatic star-delta starter, before changing over from the star to delta, connections should be sufficient to allow the motor to come up to its normal running speed., This period may be taken as 10 secs, but could be less for a lightly loaded motor and greater, for a slow starting or heavily loaded motor., In an automatic star-delta starter, this delay is obtained by using a timer. The time delay can, be adjusted by rotating the dial screw on the timer,clockwise or anticlockwise for decreasing or, increasing the time delay., The Power circuit diagram is shown below followed by the schematic diagram for the Control, circuit.
Page 25 :
ajy, ot, Pr, When the START push button is pressed contactor S gets energized connecting the stator, terminals in star. The windings get three phase supply through the contactor P which is, now energized due to the closing of contact S1, of contactor S. The motor will start rotating, with its stator windings star connected. When the motor picks up normal speed (say in 10, secs) the time delay contact will open and de-energise the contactor S. Contact S2 of, contactor S will close and, therefore, contactor D will get energised connecting the winding, terminals in delta across the supply. For interlocking between the two contactors S and D, one
Page 26 :
NC contact of S has been connected in series with contactor D and one NC contact of D has, been connected in series with contactor S., While designing the circuit for a star-delta starter care should be taken that the direction of, rotation of the motor remains the same while the change in connections of the stator windings, occur from star to delta., Active Harmonic Filtering (AHF), , In an electric power system, a harmonic is a voltage or current at a multiple of the, fundamental frequency of the system, produced by the action of non-linear loads such as, rectifiers, discharge lighting, or saturated magnetic devices. Harmonic frequencies in the, power grid are a frequent cause of power quality problems. Harmonics in power systems result, in increased heating in the equipment and conductors, misfiring in variable speed drives, and, torque pulsations in motors. Hence it is necessary to mitigate/ remove harmonics from the, system so as to ensure optimal and energy efficient operation, , Pr, , ajy, ot, , Active filters are relatively new types of devices for eliminating harmonics. They are based on, sophisticated power electronics and are much more expensive than passive filters. However,, they have distinct advantage that they do not resonate with the system. Active filters can work, independently of the system impedance characteristics. Thus, they can be used in very difficult, circumstances where passive filters cannot operate successfully because of parallel resonance, problems. They can also address more than one harmonic at a time and combat other power, quality problems such as flicker. They are particularly useful for large, distorting loads fed from, relatively weak points on the power system., , The basic idea is to replace the portion of the sine wave that is missing in the current in a, nonlinear load. Figure above illustrates the concept. An electronic control monitors the line, voltage and/or current, switching the power electronics very precisely to track the load current, or voltage and force it to be sinusoidal. As shown, there are two fundamental approaches: one, that uses an inductor to store current to be injected into the system at the appropriate instant, and one that uses a capacitor. Therefore, while the load current is distorted to the extent, demanded by the nonlinear load, the current seen by the system is much more sinusoidal., Active filters can typically be programmed to correct for the power factor as well as, harmonics., Energy Efficient Transformers:, 1. Most energy loss in dry type transformers occurs through heat or vibration from core. The, new high-efficiency transformers minimize these losses.
Page 27 :
2. The conventional transformer is made up of silicon alloyed iron (grain-oriented) core. The, iron loss of any transformer depends on the type of core used in the transformer., 3. However the latest technology is to use amorphous material, a metallic glass alloy for the, core, 4. The expected reduction in energy loss over conventional (Si, Fe core) transformers is, roughly around 70%, which is quite significant., 5. By using an amorphous core with unique physical and magnetic properties, these new, type of transformers have increased efficiencies even at low loads, 98.5% efficiency at 35%, load., 6. Electrical distribution transformers made with amorphous metal cores provide excellent, opportunity to conserve energy right from the installation., 7. Though these transformers are a little costlier than conventional iron core transformers,, the overall benefit towards energy savings will compensate for the higher initial, investment., 8. At present amorphous metal core transformers are available upto 1600 kVA., Advantages of Energy Efficient Transformers, , ajy, ot, , (a) They have less operating losses., (b) Less heat is generated due to less losses., (c) They have longer life., (d) Better cost effective., (e) Problem of small thickness of core can be overcome to some extent with the development of, amorphous metal strips., (f) Low field magnetization, reduces hysteresis loss., (g) High electrical resistivity of core material reduces eddy currents and eddy current loss., (h) Low magnetizing current and low iron losses, reduce no load current., Explain amorphous core transformer w.r.t. energy conservation., , Pr, , 1. Amorphous core transformer is an energy efficient transformer. The magnetic core is, made up of amorphous metal. This core can be easily magnetized and demagnetized., 2. The amorphous alloy is made up of iron, boron, silicon alloy and molten metal mixture., When this mixture is cooled to solid state at a very high speed rate, they retain a random, atomic structure that is not crystalline. This thus forms an amorphous core. As this core, resembles to glass, it is also referred as glass metal core., 3. In case of amorphous core material, size of core, conductor, tank and insulating oil is, increased., 4. The amorphous material is 9 times harder than CRGO steel. Hardness, along with small, thickness makes slitting and shearing process more difficult., 5. The amorphous material consists of high electrical resistivity and low field magnetization., Due to low field magnetization, hysteresis loss is low. Due to high electrical resistivity,, eddy current loss is suppressed., 6. Hence amorphous core transformer is approximately 20 to 30 % costlier than, conventional core transformer, however its much more efficient due to reduced core, losses., 7. These cores allow, smaller, lighter and more efficient design in many high frequency, applications for inverters, u.p.s. (un-interrupted power system), adjustable speed drives, etc., Advantages of amorphous core transformer:, 1) Lowest hysteresis loss., 2) Low eddy current loss., 3) Low temperature rise., 4) Up to 75% energy saving using amorphous metal than conventional metal., 5) Reduced carbon dioxide emission., 6) Reduction in fossil fuel consumption.
Page 28 :
7) Reduced magnetizing current., 8) Better overload capacity., 9) High Reliability., 10) Excellent short circuit capacity., 11) Less maintenance cost., , Pr, , ajy, ot, , Explain features of amorphous core transformers that results in energy conservation:, , Explain Epoxy resin type or dry type transformer w.r.t energy conservation:, 1. Epoxy resin impregnated:, In this transformer, the polyster sealent is applied on the transformer winding & then the, coils are poured in suitable chemical liquids. Further it is dried in the oven. Due to this procedure, the winding resistance for, corona increases and corona effect decreases. As a result the, capacity to sustain high voltage increases. Due to this process, there will be more resistance to, the moisture & due to epoxy resin impregnation there will, be high temperature, resistance. Hence on account of all the factors, the losses in the transformer is reduces &, efficiency of the transformer increases., 2. Cast resin impregnated:, Basically the dielectic strength of the cast resin insulation is more than epoxy resin, impregnation. It is equal to insulation level of transformer oil. The overload capacity of these, transformers is more. The lighting, surges caused due to any reasons have the least, effect on such cast resin transformers., Epoxy resin transformers are more suitable in hazardous areas. Give reason.
Page 29 :
1. Epoxy resin transformer is a dry type transformer. The Core used in such transformers is of, CRGO M4-M3 circular size, which minimizes leakage reactance and hence core losses will, be low., 2. Windings consist of flexible rope of copper instead of rectangular strips or rod. Therefore, current carry capacity is more and cooling effect is better., 3. Insulation consists of high quality epoxy resin which is capable to withstanding high, temperature and also provides minimum clearance as per voltage requirement., 4. As the transformer is fully encapsulated, routine maintenance is less., 5. As cooling oil is absent the total weight of transformer is less., 6. Due to less weight loading & unloading of the transformer is easy., 7. In the absence of oil there is no need of testing the dielectric strength of oil or no, filtration of oil., 8. As this transformer is encapsulated and almost maintenance free, it is more suitable to be, used in hazardous areas., , Pr, , ajy, ot, , Explain the Opportunities / Techniques for energy conservation in transformers:, i) Use of energy efficient transformer., ii) Use amorphous core containing ferromagnetic elements like iron, cobalt alloy. This, material has high resistivity than silicon steel. Due to this core losses are reduced so less, energy wasted., iii) Use encapsulated dry type transformer., iv) Use tapped transformer, usually auto transformer leading to saving in copper., v) Use thinner laminations of superior CRGO steel in transformer core to reduce iron, losses., vi) Carry out periodic maintenance of transformer., vii) Use better quality low resistance copper conductors to reduce copper losses., viii) Maintain operating voltage and frequency at the rated values (power quality) so that, losses are minimized., ix) Use better quality insulation materials to improve overload capacity and decrease, dielectric leakages.
Page 30 :
Unit III: Energy Conservation in Electrical Installation, Systems., Types of Losses in Transmission and Distribution System:, , ajy, ot, , The losses taking place in transmission and distribution system are classified as:, (a) Technical losses., (b) Commercial losses or non-technical losses., (a) Technical losses:, The technical losses are developed due to energy dissipated in conductors used for transmission, and distribution lines and also because of the equipments used in transformation, transmission,, sub-transmission and distribution of power. The technical losses are natural and are integral part, of the power transmission and distribution system., However, they can be reduced to an optimum level by using high voltages, more conductor size,, energy efficient equipments etc., (b)The commercial or non-technical losses:, The loss of energy which do not take place in the transmission, sub-transmission or distribution, lines and its equipments come under this category., As the loss of energy in this class directly affects on revenue or commercial cost, they are called, as commercial losses., The commercial losses may be as follows:, , Pr, , 1. Theft of energy, without paying any energy charges, by means of hooks on live lines etc., 2. Faulty energy meter, stopping meter reading by other unauthorized means etc., 3. Using defective meters., 4. Paying to meter-readers for recording wrong readings., 5. Some connections are allotted on H.P. basis/month, but the consumer may use higher, H.P. loads than allotted., Reasons for High Technical Losses:, , Following are the main reasons for high technical losses:, (a) Insufficient investment on transmission and distribution network: It means that proper, equipments may not be used to maintain the voltage at its desired value. Also the small, conductor size may be used for lower cost, increasing I2 R loss., (b) Random growth of sub-transmission and distribution network: It will increase the current in, transmission lines, increasing I2 R loss. Also the transformer and other equipments will get over, loaded, reducing its efficiency and increasing losses., (c) Large scale electrification of rural and urban area: Without proper modification of, transmission system, such electrification will increase technical losses., (d) Too many stages of transformation: Every stage of transformation need substation,, transformer and other equipments which have losses, hence such stages will increase technical, losses., (e) Improper load management: Connecting over loads on the lines, connecting unbalanced, loads, or connecting loads of low power-factor will increase technical losses., (f) Poor reactive load compensation: Reactive power of loads can be compensated by using, power factor correcting devices, such as capacitors, synchronous condensers, synchronous, motors etc., so that current flowing through lines can be reduced which will reduce losses., (g) Poor quality of equipments used: If equipments and transformers connected to the system, are of low quality that is having less efficiency, it will increase technical losses.
Page 31 :
Steps to Reduce Technical Losses:, (a) Determine the weakest areas of distribution system, improve the weakest area for maximum, benefits and reduce the technical losses., b) Distribution transformers should be shifted to load centres, so that number of lines of L.T. lines, will be reduced, hence technical losses will be reduced., (c) Reduce over load on distribution transformers by installing additional transformer or increase, capacity of the present transformer., (d) If concentrated loads are to be supplied to consumers, install small capacity transformers at, the premises of each consumer as per demand load so that length of distribution lines will be, reduced., (e) If possible energy efficient transformers (amorphous core transformers) may be used in place, of usual distribution transformers., (f) Shunt capacitors shall be used at sub-stations to reduce reactive power or reduce total current, supplied to inductive loads., Reasons for High Non-Technical / Commercial Losses:, , ajy, ot, , (a) Consumers such as agricultural using load on H.P. basis, extend their load without obtaining, proper sections., (b) Meter reading may be taken wrong purposefully. (c) Some consumers adopt wrong, connection i.e., they use some energy bypassing the meter., (d) Some consumers, stop the working of meter by mechanical jerks, using powerful magnets to, stop moving of meter wheels, or stopping rotation of disc by foreign matters etc., (e) Purposeful burning of energy meters by some means., (f) Reverse rotation of meter to reduce the reading by interchanging terminal connections., (g) Improper testing and calibration of meters, changing C.T. ratio to reduce the reading., , Pr, , Steps to Reduce Commercial Losses:, (a) A special vigilance squad should be set up to check and prevent theft of energy., (b) Those who tamper the meter and broke the seals of meters should be punished and, penalized., (c) Energy audits should be introduced for each area and for the city so that theft areas can be, detected and proper steps taken to prevent theft., (d) Area officers, particularly, the executive engineer should take the responsibility for energy, received and energy sales for a particular area., (e) Energy meters should be installed in a tamper-proof meter boxes and they should be sealed, with tamper-proof numbered seals., (f) Use of electronic meters may be made to provide electric connection; which cannot be, tampered easily. (g) Meters should be timely checked and quality meter testing facilities should, be provided to officers who carry out checking., (h) Faulty meters should be replaced with proper meters, with seals, immediately., Methods of Reducing Technical Losses :, Explain the energy conservation techniques by reducing I2R losses in Transmission system, The energy can be conserved in a transmission line by the following means:, 1. Opting for low resistance All Aluminum Alloy conductors (AAAC) in place of conventional, aluminum cored steel reinforced (ACSR) lines., 2. Increasing the system voltage leads to reduction in the line current transmitted that leads, to lower I2R losses., 3. Using relevantly suitable means to reduce the line currents to lowest possible values by, maintaining the power factor near unity which is possible by reactive power control and, power factor improvement., 4. Use of voltage controllers to maintain the voltage level at rated levels (not allowing the, voltage to fall that leads to higher line currents)
Page 32 :
5. If the conductor size increases, for the same current value, the resistance of conductor, reduces as R α 1 a, hence I2 R losses are reduced., 6. Maintaning proper distance (as low as economically possible) between consumer and, distribution transformer., Explain the energy conservation techniques by Optimizing Distribution Voltage:, 1. Optimization of system voltage is maintaining the voltage of the system at the, rated/specified level such that the related load requirements are satisfactorily fulfilled and, at the same time the losses or abnormal conditions related to over voltages/ under, voltages are eliminated or educed. There occurs a fall in efficiency and quality of output, with both these adverse/abnormal voltage conditions., 2. For instance, High voltages to resistance loads such as ovens etc. lead to excessive, currents that create unnecessary heating leading to power losses in the supply lines and, load., 3. Further over voltages to motors leads to higher iron losses and higher torque that is not, needed. Hence these are to be avoided., 4. Under voltages to motors leads to excessive currents being drawn to take up the load, resulting in higher supply line power losses., 5. Thus maintaining the voltages at the specified levels leads to energy savings/conservation, , Pr, , ajy, ot, , Explain the energy conservation techniques by compensating reactive power flow:, i) The reactive power drawn through lines due to heavy reactive loads leads to increase in the, kVA and higher current in lines., a. This current leads to higher line heating losses, heavy line voltage drops and fall in line, efficiency., b. If this reactive power is compensated near the load ends, the current gets reduced thus, decreasing the line losses and lowering the line voltage drops., c. The compensation also helps to supply higher loads as per the system capacity., ii) There are reactive power compensation devices as capacitor banks and static VAR, compensators that are used to carry out the compensation. Both lagging and leading reactive, powers are compensated., Balancing Phase currents:, , 1. Proper (healthy balanced) three phase loads always draw equal currents in all lines but, single phase loads in the 3 phase 4 wire system or loads connected between two phase, lines lead to unequal currents in the lines. This leads to circulating currents in, transformers/ neutral conductors due to which losses increase. Hence balancing of such, feeder currents is needed to reduce the feeder copper losses., 2. As a result of unequal loads on individual lines, sequence components in them cause, overheating of transformers, cables, conductors, motors. These increase losses and results, in motor malfunctioning under unbalanced voltage conditions., 3. Due to unequal loading on the single phase lines of a 3 phase, 4 wire supply system the, voltage drops in lines are different that create unequal (non-rated) phase and line, voltages at the load leading to unhealthy effects on the loads. Large ovens/furnaces of the, single phase and two phase types are such loads. Hence it becomes necessary to, equate/balance the three phase/line currents at the supply terminals., 4. For furnaces the Scott connection transformers are employed to derive the two phase, supply from the three phases which transforms the two phase load equally over the three, phases., 5. Unequal loading is also created due to unequal lengths of feeders of the three phases., Hence it is necessary to obtain current balance to the maximum., Energy Conservation Equipments:, Maximum Demand Controller:
Page 33 :
1. High-tension (HT) users have to pay a maximum demand charge in addition to the, usual charge for the number of units consumed., 2. This charge is usually based on the highest amount of power used during some, period (say 30 minutes) during the metering month., 3. The maximum demand charge often represents a large proportion of the total bill, and may be based on only one isolated 30 minutes episode of high power use., 4. Considerable savings can be realized by controlling power use and turning off, or reducing non-essential loads during such periods of high power use., 5. Maximum Demand Controller is a device designed to meet the need of industries, conscious of the value of load management., 6. Alarm is sounded when demand approaches a preset value. If corrective action is, not taken, the controller switches off non-essential loads in a logical sequence., 7. This sequence is predetermined by the user and is programmed jointly by the user, and the supplier of the device., 8. The plant equipments selected for the load management are stopped and restarted, as per the desired load profile., 9. Demand control scheme is implemented by using suitable control contactors., 10. Audio and visual annunciations could also be used., KVAr Controller:, , Pr, , ajy, ot, , 1. KVAr sensitive controls are used at locations where the voltage level is closely regulated, and not available as a control variable., 2. The capacitors can be switched to respond to a decreasing power factor as a result, of change in system loading., 3. This type of control can also be used to avoid penalty on low power factor by, adding capacitors in steps as the system power factor begins to lag behind the desired, value., 4. KVAr control requires two inputs - current and voltage from the incoming feeder, which, are fed to the PF correction mechanism, either the microprocessor or the relay., 5. Due to change in the system loading p.f. changes then capacitor is switched on, 6. This meter control avoids penalty due to poor p.f., 7. There are two inputs i.e. current and voltage from incoming feeder, 8. This is fed to power factor correcting mechanism (may be a relay or microprocessor), 9. When the load is low, the effect of capacitors is more pronounced and may lead to, hunting. Under current blocking shuts off the relay, switching off all capacitors one by, one in sequence when load current is below setting., 10. Special timing sequences ensure that capacitors are fully discharged before they are, switched m This avoids dangerous over voltage transient., 11. The solid state indicating lamps (LEDs) display various functions that the operator, should know and also indicate each capacitor switching stage., APFC (Automatic Power Factor Controller)
Page 34 :
ajy, ot, , Pr, , 1. The pf controller is used to maintain the pf at unity using capacitor bank across the line. It, is controlled through microcontroller and contactor arrangement., 2. Power factor of load is sensed and capacitors are connected / disconnected on the basis, of KVAR demand., 3. Maintaining the pf at unity leads to reduction in the current through the lines as Real, power = apparent power x pf., 4. The block diagram of the APFC is shown above. The Supply main terminals are connected, to input of APFC Panel. Power factor is sensed by the CT & PT placed in line side. As per, the requirement the capacitor banks are operated to achieve calculated power factor by, microprocessor based APFC relay. The appropriate capacitor bank will operate with, respect to kVAR required to achieve target PF by APFC panel. After it CT & PT will check, the feedback from the switching capacitors. Finally the required set power factor is, achieved., Energy Conservation in Lighting Systems:, By replacing Lamp Sources, The lamp sources used for lighting are:, (i) Filament lamps., (ii) Fluorescent lamp., (iii) While following types of lamps are mostly used for street lighting, factories etc., (iv) Mercury vapour lamp., (v) Sodium vapour lamp., While halogen lamps can be used for public halls, factories, studios, play grounds, car parking, purposes etc., When we consider general lighting system, then mostly filament lamps or fluorescent lamp i.e., tube lights are mostly used., • Filament lamps are more sensitive to voltage variation. A small reduction in voltage reduces its, luminous output greatly, while a small increase in voltage increases its output but at the same, time reduces its life., • The same variations in case of fluorescent lamps are comparatively less., • The luminous output of filament lamps goes on reducing with useage, which is due to slow, vapourization of the lamp filament and partly due to black deposit formed inside the lamp.
Page 35 :
• In case of fluorescent lamps a change of ± 1% of the supply voltage produces a change of, about ± 1% in luminous output., • The increase or decrease in voltage reduces lamp life, with increase voltage heating effect of, electrodes is increases and they loose electron emissive material by evaporation., • With reduced voltage, the current reduces causing sputtering at the electrodes reducing their, life., • The luminous output of incandescent lamps of 40 watt is nearly 10 lumens/watt while that of, 40 watt fluorescent tube or lamp is nearly 40-50 lumens watt., • Hence, replace incandescent lamps by fluorescent lamps of proper size., • Compact fluorescent lamps (CFL) of smaller wattage will provide same illumination., • Life of CFL lamps is nearly 10 to 15 times more than ordinary incandescent lamps. • Energy, consumption can still further be reduced by using electronic ballasts instead of electromagnetic, ballast., OR, 1. Installation of energy efficient fluorescent lamps in place of “Conventional” fluorescent, lamps., 2. Installation of metal halide lamps in place of mercury / sodium vapour lamps., 3. Installation of High Pressure Sodium Vapour (HPSV) lamps for applications where colour, rendering is not critical., 4. Installation of LED panel indicator lamps in place of filament lamps etc., , Pr, , ajy, ot, , State the advantages of installing high frequency electronic ballasts in place of, conventional ballast in case of lighting system., Advantages of installing high frequency electronic ballast in place of conventional ballast in case, of lighting system:, i) Instant light., ii) Lighter in weight., iii) Power saving is up to 35%, iv) Heat output is negligible, that reduces load on air conditioning., v) Improved power factor., vi) Operates at low voltage., vii) Enhances life of lamp., With example explain how the replacement of lamps in lighting system contributes for, energy conservation?, Replacement of lamps in lighting system contributes for energy conservation:, i. Replacing incandescent lamps by Compact Fluorescent Lamps (CFL's), ii. Replacing conventional fluorescent lamp by energy efficient fluorescent lamp., iii. Replacement of Mercury/Sodium Vapour Lamp by Halides Lamp., iv. Replacing HPMV Lamps by High pressure sodium Vapour Lamp (HPSV), v. Replacing filament lamps on panels by LED., OR, i) Replacing incandescent lamps (14 lumens/W) by Compact Fluorescent Lamps (CFL's) (70 to 90, lumens/W), ii) Replacing conventional fluorescent lamp (50 lumens/W) by energy efficient fluorescent lamp, (70 to 90 lumens/W), iii) Replacing filament lamps (10 to 15 W) on panels by LEDs (< 1 W)., iv) Using LED lights in place of all other lamps above as feasible (in terms of cost), Using light control gears, Generally, the outside lighting is made on and off at particular time of the, day irrespective of the requirement.
Page 36 :
However, the wastage of such energy when it is not required can be saved by using light, sensors i.e. a device that will use photoelectric controls, which will make the circuit on or, off., When the illumination level goes below a particular level or when it goes above, a particular level. So that wastage of energy can be saved., Use of controlled switches may be made in the wiring system, so that when, necessary high capacity bulbs may be made on and when low illumination is required,, less capacity bulbs can be used., Only a particular bulb can be kept on and others can be turned off when not, required giving much more saving in energy., Other techniques include:, , ajy, ot, , 1. The simplest and the most widely used form of controlling a lighting installation is "OnOff" switch., 2. Grouping of lighting system, to provide greater flexibility in lighting control (manual or, automatic), 3. Installation of microprocessor/ infrared controlled dimming or switching circuits., 4. Advanced lighting control system uses movement detectors or lighting sensors, to feed, signals to the controllers., 5. Optimum usage of day lighting in combination with electric lighting., 6. Installation of exclusive transformer for lighting. It will reduce the voltage related, problems, which in turn increases the efficiency of the lighting system., 7. Installation of high frequency (HF) electronic ballasts in place of conventional ballasts, which saves energy up to 35%, Energy conservation techniques by installation of separate transformer / servo stabilizer:, , Pr, , 1. The luminous efficiency of lamps depends upon the voltage applied across the terminals., It gives its best output at rated voltage. Small reduction in applied voltage greatly reduces, its luminous output., 2. Therefore, it is necessary that the voltage applied across them is properly maintained, constant. This can be achieved by installing a transformer substitution near the load so, that variation in voltage will be negligible., 3. However, to such sub-station, different categories of loads are connected, which may act, in such a way that there may be sudden voltage drop. When such loads are made off, it, may result in sudden rise of voltage, which certainly affects the luminous efficiency of the, lamps., 4. To obtain constant luminous output in particular installation it is necessary to stabilize the, voltage. Hence for such purposes, servo stabilizers are connected in the system of such, premises, which will maintain the voltage constant in that installation for giving best, luminous efficiency of lamps., Energy efficient luminaries :, 1. Optimum energy conservation can be obtained by using effective installation of, luminaries along with lamps at proper height for achieving effective illumination., 2. System layout and fixing of the luminaries play a major role in achieving energy efficiency., This also varies according to applications. For example, luminaries fitted with lamp should, ensure that discomfort glare and viewing reflections are minimized., 3. All incandescent lamps should be replaced by fluorescent/ CFL/LED lamps as per the, application., 4. All fluorescent lamps should be replaced by CFL/LED lamps as per the application., 5. Better optical design of mirrors and quality of materials should be used for manufacturing, of luminaries., Periodic survey and adequate maintenance programs:
Page 37 :
1. Depreciation in lumen output of the lamp occurs with time due to blackening of lamp,, evaporation of element material or reduction of electron emitting materials from, fluorescent tube etc., 2. The actual amount of light to be provided by the source is greater by 50 to 100%, on account of dust depositing on the reflector surfaces., 3. Hence, a periodic survey is necessary for a particular installation, in which we have, to clean all shades of lamps, surface of lamps and remove dirt, dust etc. accumulated, on the surface inter and outer of lamp shades and outer surfaces of lamps etc., 4. See that blackening of lamps at the electrodes of fluorescent lamps has taken place or, not if it is observed replaced them by new ones. If the lamps are in use for long time do, not wait for blowing out, replace them for better luminous efficiency., Energy conservation techniques in fans and electronic regulators:, Important aspects while installing fans, , Pr, , ajy, ot, , 1. While purchasing and installing fans, precaution should be taken to purchase, energy efficient fans. They must be of proper size of a room, means a fan of 48 cm size, is suitable for a room of 10 feet × 10 feet. More than this size will cause, unnecessary wastage of energy., 2. When installed, we should see that the blade are properly balanced and produce, no noise and vibration, which will increase power input., 3. See that the bearing is good, it do not cause unnecessary friction and causing heating, effect and loss of additional energy., 4. The regulators used for the fan should not be electrical type, which use barrate, type resistance or chokes, in which power loss is more, hence provide electronic, regulator which will need nearly no electrical energy., 5. Preferably, use electronic controlled regulators so that one can easily control the speed, from where he is seating in the room., 6. Or conveniently make it off thus saving the energy required. Speed of fans is also, the factor that will affect on the energy consumption., 7. Keep proper speed of fans in the room., 8. Greater speed not necessary which will cause wastage of energy. Proper height from the, working plane is also the factor that affects on energy consumption., 9. If the height of the fans is more, we will have to keep speed high and it needs, more electrical energy hence use proper height of fans from the working plane to, save electrical energy., Energy conservation techniques in Fans :, 1) Use the electronic regulators instead of conventional regulator: Function of regulator is to, control the speed of the fan. The conventional regulators use a resistance having taps and, connected in series with the fan. Considerable amount of energy is lost in form of heat in the, resistance. When the fan is operating at low speed the power loss is significant. The electronic, fan regulator uses TRIAC, a semiconductor device. In electronic regulators voltage is varied by, varying the firing angle. Since the voltage supplied is proportional to the speed and hence the, speed of the fan can be increased or decreased. An average saving of 27% can be achieved, under reduced speed, if the fan is used along with an electronic type regulator against a, conventional type regulator. Though the initial cost of an electronic regulator is high, the higher, savings will pay back the investor in less than 10 months., 2) Use of energy efficient fans (motor): Energy efficient motor can be used in fans for reducing, energy consumption., 3) Use of windows to allow Natural air circulation: Keep open your windows to allow natural air, circulation. This will enable you to reduce the fan usage or to operate the fan at reduced speed,, to reduce your energy consumption energy bill., 4) Make sure to turn your fan OFF when you leave the home, office or industry: Switch OFF fans, whenever not required or you are leaving your home, class room, office or industry.
Page 38 :
Pr, , ajy, ot, , 5) Use of properly designed blades: Whole house fans are large, powerful fans usually 20-48, inches in diameter with a one-quarter to one-half horsepower motor., 6) Timely and proper maintenance of fans: Don't forget to properly maintain your electric fan and, keep it in good working order.
Page 39 :
Unit IV, What is Co-generation? State the need of Co-generation., Co-generation is the system which produces two forms of energy from one fuel. One of the, forms of energy must be heat and other may be electricity or mechanical., , Pr, , ajy, ot, , The exhaust low pressure steam from turbine is generally condensed to water, which goes back, to boiler., Also the flue-gases from boiler containing heat energy are exposed to atmosphere directly., Hence, the efficiency of conventional power plant is low and may be about 30 - 35%., The low pressure steam (exhaust steam from turbine) has large amount of heat, which is lost in, condensing, if utilized in either preheating of feed water or used for other factories, great energy, saving can be achieved., At the same time flue gases from boiler going to Chimney can be used to heat other products of, industry or houses or passes through economizer to heat the feed water to boiler., The efficiency can be greatly increased. Such type of plants are termed as co-generation plants., Need of Co-generation:, 1. Reduces energy demand., 2. Reduces rise in energy cost., 3. Provides economical solution to energy shortages., 4. Increases financial capital., 5. Increases environmental value., State the factors to be considered for selection of co-generation techniques., i) Heat power ratio should match the characteristics of cogeneration system., ii) Load pattern: For selection of cogeneration system, the type of load, its continuity is very, important aspect., iii) Type of fuel: Generally the type of fuel is selected according to cost. The cost of fuel should be, less., iv) The quality of thermal energy: The quality of steam is decided by temperature & pressure of, the steam., v) Electricity buyback: Sometime the electrical energy generated in cogeneration system is sold, out to supply company, after that whenever that factory is need of electrical power, it is, purchased from supply company by common electricity buyback agreement., vi) Grid dependent & independent system technology: There are various technology systems, applicable for grid., vii) Local environment regulations: In this regulation for cogeneration system we have to study all, environmental conditions, politics & other regulation factors also., viii) Base electrical load matching: By cogeneration system the minimum electricity demand, should be supplied.
Page 40 :
ix) Electricity load matching: It is the stand alone system or it is totally independent system in, which the 100% electrical energy is achieved by the cogeneration system., x) Base thermal load matching: The minimum thermal energy can be achieved by our, cogeneration system & if required for additional thermal energy can be generated from, purchased power of supply company or grid system., xi) Thermal Load matching: In these system the 100% thermal energy is achieved by, cogeneration system., , ajy, ot, , State the classification of cogeneration system based on sequence of energy use., , Co-generation on basis of use of energy:, , Pr, , Explain Topping Cycle with Neat Diagram, OR, Explain Topping Cycle and its types, , Topping cycle is that cycle in which fuel supplied is first used to produce power, and then it is, used to generate thermal or heat energy i.e. heat energy is the byproduct of this cycle., The heat energy available from this cycle is used for heating of various processes or it is used to, meet the requirement of heat for different purposes., In most of the systems topping cycle, co-generation is widely used, and it is the most popular, method of co-generation., Fig. above represents a simple typical example of topping cycle co-generation system of thermal, power generation plant., Gas Turbine Topping Cycle
Page 41 :
A natural gas turbine drives a generator. The exhaust gas from the turbine goes to a, heat recovery boiler, where the heat available in the exhaust gas is utilized to produce steam., The steam from heat recovery boiler is further utilized as process steam, and then as process, heat., A typical gas turbine topping co-generation system is represented in Fig. above., Steam Turbine Topping Cycle:, , ajy, ot, , (Same as Figure, for Topping Cycle), In this type of topping co-generation system, the fuel, which may be in the form of coal, oil,, wood etc. is burnt to produce high pressure steam which is passed through a steam turbine., The low pressure steam obtained from the exhaust of turbine can be utilized for other purposes, such as heating of any other products of industry, houses or it may also be used in generating, plant for heating of feed water., Also the flue-gases going to the chimney from boiler may be utilized in economizer to heat feed, water to boiler itself., , Pr, , Explain Bottoming Cycle with Neat Diagram, , Bottoming cycle of co-generation system is that in which high temperature heat energy is, produced using primary fuels., This heat produced is mainly used for other processes except generation of electricity., The waste or rejected heat from the process is utilized to generate electricity., The rejected heat is taken from a recovery boiler and it is then applied to the turbine connected, to the generator to produce electricity., From manufacturing process of some products heat at high temperature is required in furnaces, and Kilns., After the manufacturing process, the heat rejected or not utilized is also at significantly high, temperatures which can not be neglected., And if neglected it will reduce the overall efficiency of the system greatly., Hence, bottoming cycles are suitable for such type of cases. The typical areas of application of, such bottoming cycles of co-generation are cement factories, steel manufacturing industries,, ceramic factories, gas and petrochemical industries etc. A typical bottoming cycle co-generation, plant is shown in Fig. below. Here the fuel is burnt in a furnace and heat energy is applied to the, main product process.
Page 42 :
The heat in the waste or rejected gases from gas turbine is applied to the boiler in which water is, converted into high pressure steam, which is further applied to a steam turbine connected to the, generator i.e. mechanical power generated by steam turbine is converted into electrical power, by generator., Co-generation on basis of Technology, Classification of Co-generation System on the Basis of Technology:, (a) Steam turbine co-generation system. (Explained above), (b) Gas turbine co-generation system. (Explained above), (c) Reciprocating engine co-generation system. (Explained below), , ajy, ot, , The reciprocating engine co-generation system can be represented as follows, The use of heat in flue-gases for the purposes of heating fuel oil or input air increases, the energy efficiency greatly., , Pr, , With neat diagram explain the following terms:, (i) Steam turbine co-generation system, (ii) Gas turbine co-generation system, , (i) Steam turbine co-generation system, , The two types of steam turbines most widely used are the backpressure and the extraction., Another variation of the steam turbine topping cycle cogeneration system is the extraction-back, pressure turbine that can be employed where the end user needs thermal energy at two different, temperature levels. The full-condensing steam turbines are usually incorporated at sites where, heat rejected from the process is used to generate power. The specific advantage of using steam, turbines in comparison with the other prime movers is the option for using a wide variety of, conventional as well as alternative fuels such as coal, natural gas, fuel oil and biomass. The power
Page 43 :
generation efficiency of the demand for electricity is greater than one MW up to a few hundreds, of MW. Due to the system inertia, their operation is not suitable for sites with intermittent energy, demand., (ii) Gas turbine co-generation system, , ajy, ot, , Gas turbine cogeneration systems can produce all or a part of the energy requirement of the site., The energy released at released at height temperature in the exhaust stack be recovered for, various heating cooling applications. The typical range of gas turbines varies from a fraction a, MW to around 100 MW. Gas turbine cogeneration has probably experienced the most rapid, development in the recent years due to the greater availability of natural gas, rapid progress in, the technology, significant reduction in installation costs, & better environment performance., Gas turbine has a low short start up time and provides the flexibility of intermittent operation., Though it has a low heat to power conversion efficiency more heat can be recovered at higher, temperatures. If the heat output is less than that required by the user it is possible to have, supplementary natural gas firing by mixing additional fuel to the oxygen rich exhaust gas to, boost the thermal output more efficiently . Steam generated from the exhaust gas of the gas, turbine is passed through a backpressure of extraction condensing steam turbine to generate, additional power. The exhaust or the extracted steam from the steam turbine provides the, required thermal energy., , Pr, , Explain Factors Affecting Cogeneration Techniques:
Page 45 :
Pr, , ajy, ot, , Explain Advantages of Cogeneration, , Tariff and its Types, The rate at which a consumer is charged for the consumption of electricity is called as tariff. The, rates for different types of consumers may be different, because those are decided after, considering number of factors., At the time of framing a tariff the following points should be taken into account:, (i) Ability of the consumer to pay., (ii) Services rendered i.e. whether it is used for light and fan or agriculture etc., (iii) The annual cost of production consisting of fixed, semifixed and running charges., (iv) It should have simple method of calculating the bill., State Objectives of Tariff:, 1) Recover capital investment made, 2) Cost of operation, supplies, maintenance and losses must be recovered., 3) The cost recovered must be distributed amongest the consumers., 4) Cost of metering, billing, collection and miscellaneous services must be recovered., 5) Should have a provision of penalty for low power factor., 6) Gain suitable profit on capital investment., 7) Discourage users from drawing higher loads than contracted., State and explain the desirable characteristics of a Tariff, 1. It should be easy to understand to consumer., 2. Easy to calculate.
Page 46 :
3. Tariff should be attractive i.e. It should not be too high or too low. It should be reasonable., 4. Tariff should be economical as compare to other types of energy sources., 5. Tariff should be different for different types of consumers., 6. Tariff must be fair, so that different types of consumers are satisfied with rate of electrical, energy charges., 7. Tariff should be framed into two parts i.e. fixed charges + running charges., 8. Tariff should be high during peak load period ., 9. Tariff should be low during off load period., 10. For industrial consumer, in addition to basic tariff incentives and penalty related to PF and LF, should be considered., State the different types of tariffs., Different types of tariffs:, i) Simple tariff, ii) Flat rate tariff, iii) Block rate tariff, iv) Two part tariff, v) Maximum demand tariff, vi) Power factor tariff, vii) Three part tariff, viii) Time-of-Day (TOD) tariff, , Pr, , ajy, ot, , Overview of different types of Tariff.
Page 47 :
Pr, , ajy, ot, , Explain TOD Tariff in Detail:, , Explain Peak Off Day Tariff in Detail.
Page 48 :
Pr, , ajy, ot, , Explain power factor Tariff with Incentives and Penalties
Page 49 :
ajy, ot, , Pr, , Explain Maximum Demand Tariff With Incentives and Penalties, , Incentives :1) If consumer has M.D. 75 % to 85 % of sanction contract demand than , consumer will get 0.75, % rebate on the energy bill., 2) If consumer has M.D. 85 % to 100 % of sanction contract demand than , consumer will gate 1, % rebate on the energy bill., Penalties :1) If consumer has used M.D. above 100 % of sanction contract demand than , consumer has to, pay more demand charges 150 % for use of extra M.D., 2) If consumer has used M.D. below 50 % of sanction contract demand than , consumer has to, pay minimum demand charges 50 % of sanction contract demand, Explain Load Factor Tariff With Incentives and Penalties
Page 50 :
ajy, ot, , Pr, , Explain Availability Based Tariff, Indian Power System is characterized by low frequency system due to continuous power deficit, for most of the time. There is always supply and demand mismatch. The power demand is, always more than the power supply. Due to this the frequency of Grid remains on lower side., Before the introduction of Availability Based Tariff, Generating Stations used to deliver the, same amount of MW in spite of need for lower MW demand during the period of lower power, demand. This causes the Grid frequency to be at higher side. Similarly during the period of, higher power demand, Generating Stations used to supply same MW. Subsequently, the Grid, frequency reduces. This type of Grid operation did not have any provision to maintain a, discipline., Under normal condition, the Grid frequency is expected to be constant at 50 Hz. But during, peak load period the frequency goes down to 48-48.5 Hz for many hours a day. Similarly, during off-peak hours, the frequency goes up to 50.5-51 Hz for many hours a day. Sometimes, there is wide frequency variation like up to 1 Hz in 10 to 15 minutes for many hours. All theses, contribute to the Grid disturbance leading to tripping of connected Generators and tripping of, lines. Tripping of lines leads to interruption of power supply to large block of consumers., Availability Based Tariff is a three part pricing scheme i.e. Fixed charge, Variable charge and, Unscheduled Power Interchange (UI) Incentive / Penalty.
Page 51 :
1)Fixed Cost is basically imposed on beneficiaries in proportion to their entitled power from, the Generating Station. This means fixed cost is directly proportional to the plant capacity, shared by the beneficiaries. This is the reason Fixed Charge is often called Capacity Charge., 2)Variable charge is the cost incurred by Generating Station to produce MW day to day., Variable charge is also called Energy Charge. It comprises of Fuel charge (like coal for thermal, power plant, Nuclear Fuel Bundle for Nuclear Power Plant, Gas for Gas Power Plant etc.),, Operating expenses etc., 3)Unscheduled Interchange Charge (UI Charge): Unscheduled Interchange means deviation, , ajy, ot, , from the scheduled generation of plant or deviation from scheduled drawl of power by, beneficiary. Suppose a generating station is scheduled to deliver 600 MW but actually on a, day it is supplying 700 MW, even then the station will be paid Energy Charges for scheduled, generation i.e. for 600 MW. For surplus 100 MW, the rate of energy charge will depend upon, the prevailing Grid frequency at the time. This energy charge for surplus supply i.e. 100 MW, (for our example) is called Unscheduled Interchange Charge (UI Charge). The UI charge is, linked with Grid frequency. If the Grid frequency is higher i.e. more than 50.2 Hz, the rate of UI, charge is zero. This means Generating Station will not be paid for excess generation of 100, , Pr, , MW when Grid frequency is more than 50.2 Hz. Thus the station is forced to reduce its, generation to maintain Grid frequency. Similarly when the Grid frequency is lower, the, generating station is paid incentive for excess generation at UI rate., Explain how the application of tariff system helps to reduce energy bill?
Page 53 :
Unit 5- Energy Audit of Electrical Systems, , Explain Energy Audit., An energy audit is an inspection, survey and analysis of energy flows, for energy conservation in, a building, process or system to reduce the amount of energy input into the system without, negatively affecting the output(s)., Define Energy Audit Instruments, The requirement for an energy audit such as identification and quantification of, energy necessitates measurement, these measurements required the use of instruments., These instruments must be portable, durable, easy to operate and relatively inexpensive., An energy audit requires a large number of measurements of various electrical and mechanical, quantities., The data obtained from these measurements is analyzed to ascertain energy efficiency of each, device and equipment., , ajy, ot, , Thus energy audit instruments can be defined as the instruments utilized to measure and record, various parameters., , Pr, , Energy Audit Instruments (Images):
Page 56 :
OR, , Pr, , ajy, ot, , Enlist Energy Audit Instruments and their applications
Page 57 :
OR, , Pr, , ajy, ot, , Explain Energy flow diagram with its significance, , Energy Flow Diagram of an Incandescent Lamp, , Energy Flow diagram of Water Pumping System
Page 58 :
ajy, ot, , Pr, , Explain Power Flow in Three Phase Induction Motor
Page 64 :
Guidelines for preparation of Energy Audit Reports, Structure of the Energy Audit Report, Each report should include:, 1. Title Page, •, , Report title, , •, , Client name (company for which facility has been audited), , •, , Location of the facility, , •, , Date of Report, , •, , Audit contractor name, , 2. Table of Contents, 3. Executive Summary, , ajy, ot, , All information in the Executive Summary should be drawn from the more detailed information in, the full report. The Executive Summary should contain a brief description of the audit including:, Name, plant(s), location(s) and industry of the company audited, , •, , Scope of the audit, , •, , Date the audit took place, , •, , Summary of baseline energy consumption presented in table form. Baseline energy, consumption refers to the energy used annually by the facility/system audited., , •, , Results:, -, , •, , Pr, , •, , Assessment of energy-consuming systems, identification of EMOs and the estimated energy, greenhouse gas (GHG), and cost, savings associated with each option along with the related cost of implementing the, measures and the expected payback period. This material should be presented in, table form. In the event that an audit covers more than one facility, the statistics for, each fac ility should be reported on an individual basis to the extent possible., , Recommendations summarized in table form., , 4. Introduction, The Introduction should include:, •, , Audit Objectives: a clear statement that defines the scope of the energy audit in clear and, measurable terms - example, space(s), systems and/or process(es) to be audited, , •, , Background Information: a description of the location of the facility where the audit will be, conducted, as well as information regarding facility layout, products/services, produced/distributed, operating hours including seasonal variations, number of, employees and relevant results of previous energy initiatives.
Page 65 :
5. Audit Activity and Results, This section should make reference to:, •, , Description of the audit methodology (techniques - e.g. inspection, measurements,, calculations, analyses and assumptions), , •, , Observations on the general condition of the facility and equipment, , •, , Identification / verification of an energy consumption baseline in terms of energy types,, units, costs and greenhouse gas (GHG) emissions for the facility/system being assessed, , •, , Results of the audit including identification of EMOs and the estimated energy, GHG, and, cost savings associated with each measure as well as the required investment and, payback period associated with each of the EMOs identified., , 6. Recommendations, This section should list and describe the recommendations that flow from the identification of, EMOs and may include details concerning implementation. An explanation should be provided for, recommending or not recommending each EMO identified in the results., , ajy, ot, , 7. Appendices, Appendices include background material that is essential for understanding the calculations and, recommendations and may include:, •, •, •, •, , Facility layout diagrams, Process diagrams, Reference graphs used in calculations, such as motor efficiency curves, Data sets that are large enough to clutter the text of the report., , Pr, , General Points on Report Writing, , • Grammar and Style: The report should be grammatically correct. The language should be, clear, concise and understandable by all readers. The writer should avoid jargon., • Documentation: All numbers related to the results should be supported by information, indicating how they were derived. This includes all savings, investment and payback information., • Mathematical Accuracy: All calculations should be checked for mathematical accuracy., Where, for example, a table showing the breakdown and total of energy use or costs is included, in the report, the total of the num bers in the breakdown should equal the amount shown as the, total. If, for some reason, this is not the case, there should be a note explaining why the, discrepancy is appropriate. Similarly, if numbers used in the full report differ from corresponding, numbers shown in the Executive Summary, the report should contain a note or notes explaining, why the discrepancy is appropriate., • Logical Consistency: The results should be logically consistent. For example, separate, summaries in the report may use different bases for calculating energy savings. One summary, might be based on energy savings related to the recommended measures while a second, summary might be based on energy savings related to both recommended and nonrecommended measures. If such a logical inconsistency is considered necessary by the auditor, it, should be explained in a note and in the example above, both tables should be referenced to the, note., • Illustrations: Graphs and charts may be used to spark interest in the report and implementation, of the recommendations but should not be used as a substitute for numerical data.
Page 66 :
Tables for the Executive Summary, Baseline Energy Use and Cost, Audited, Electricity, Facility/System, Description, Units, (kWh/yr), , Cost, (Rs.), , Natural Gas, , Other (Specify), , Units, (m3/Yr), , Cost, (Rs.), , Units, , Other, potential, energy, savings, (specify, type and, units, , Potential, savings, (Rs./yr.), , Cost, (Rs.), , Total, Cost, , (Rs.), , TOTAL, , Potential, Natural, Gas, Savings, (m3/Yr), , ajy, ot, , TOTAL, , Potential, Electricity, Savings, (kWh/yr), , Pr, , Recommendations, Rec. #, Description, , Cost to, implement, (Rs.), , Simple, Payback, (Yrs.)